9. Mazání ložisek
Najít distributora
9.1 Druhy mazání
K mazání ložisek se za běžných podmínek používá olej nebo plastické mazivo, ve speciálních případech se používá pevné mazivo např. pro velmi vysoké teploty, provoz ve vakuu. Při rozhodování o druhu maziva a způsobu mazání je potřebné zohlednit provozní podmínky, charakteristické vlastnosti použitého maziva, konstrukci zařízení a hospodárnost jeho provozu. Mazání olejem nabízí lepší mazací schopnosti, ale mazání plastickým mazivem umožňuje snadnější použití v ložisku.Porovnání mazání olejem a plastickým mazivem je v tabulce 9.1.
| mazání plastickým mazivem | mazání olejem |
| nízké teploty | vysoké teploty a extrémně nízké teploty |
| nízké frekvence otáčení (65% až 85% otáček, kterých lze dosáhnout při mazání olejem) | vysoké frekvence otáčení |
| ochrana proti vnikání nečistot (těsnění, kryty) | těsnění proti úniku oleje |
| dlouhodobý bezúdržbový provoz | ložiska jsou mazána z centrálního zdroje, který slouží k mazání dalších součástí stroje |
| slabé chlazení | odvod tepla cirkulací oleje |
| nemožné odtranění částic z plastického maziva | snadné odstranění částic z maziva filtrací oleje |
9.2 Mazání plastickým mazivem
Ve většině uložení se za běžných provozních podmínek používá mazání plastickým mazivem. Výhoda plastického maziva spočívá v lepším udržení maziva v uložení, v utěsnění uložení proti vniknutí nečistot, vlhkosti a vody a zejména v jednoduché údržbě ložiska.

Obr. 9.1
Plastická maziva na mazání valivých ložisek jsou nejčastěji vyráběna z jakostních minerálních nebo syntetických olejů zahuštěných kovovými mýdly mastných kyselin. Plastická maziva musí mít dobrou mazací schopnost a vysokou chemickou, tepelnou a mechanickou stálost. Maziva mohou být obohacena aditivy, která zvyšují provozní životnost maziva a ložiska. Při volbě plastického maziva je nutné brát v úvahu nejdůležitější vlastnosti maziva, jako viskozitu základového oleje, konzistenci, únosnost a protikorozní vlastnosti.
9.2.1 Složení plastických maziv
- Základový olej – nejčastěji je použit minerální nebo syntetický olej, mazací vlastnosti plastického maziva vychází hlavně z charakteristik základového oleje. Viskozita základového oleje je rozhodující při výběru plastického maziva. Plastická maziva s nízkou viskozitou základového oleje jsou vhodná pro vysoké rychlosti a nízké teploty a maziva s vysokou viskozitou základového oleje jsou vhodná pro vysoké teploty a velká zatížení.
- Zahušťovadlo – typ zahušťovadla zejména ovlivňuje bod skápnutí plastického maziva a rozhoduje zejména o použití pro konkrétní provozní teploty, čím vyšší je bod skápnutí, tím vyšším provozním teplotám mazivo odolává. Nejvyšší provozní teplota plastického maziva je ale ovlivněna tepelnou odolností základového oleje. Voděodolnost plastického maziva je závislá pouze na druhu zahušťovadla.
- Aditiva – plastická maziva často obsahují aditiva, která zlepšují některé vlastnosti maziva a případně prodlužují jeho životnost. Nejčastěji jsou používány antioxidanty (prodloužení životnosti), korozní inhibitory (zlepšení korozní odolnosti) a EP přísady (extrémně vysoká zatížení).
9.2.2 Základní vlastnosti plastických maziv
- Viskozita základového oleje - viskozita plastického maziva je dána základovým olejem, je to nejdůležitější faktor při výběru maziva a ovlivňuje nejvýrazněji tloušťku mazacího filmu v kontaktní oblasti a tím i životnost ložiska. Viskozita oleje je definována jako míra odporu proti tečení při smykovém namáhání maziva. Viskozita exponenciálně roste v závislosti na tlaku a exponenciálně se snižuje v závislosti na teplotě.
- Vlastnosti zadržovaného oleje - plastické mazivo přebírá všechny vlastnosti základového oleje jako je viskozita, bod tuhnutí a bod vzplanutí, tyto vlastnosti výrazně ovlivňují chování plastického maziva.
- Konzistence - plastická maziva jsou rozdělena do několika konzistenčních tříd podle klasifikace NLGI (National Lubricating Grease Institute). Konzistence plastického maziva by se neměla příliš měnit v teplotním rozsahu a při mechanickém zatěžování. Při nevhodném zvolení konzistence maziva pro dané uložení může docházek k vytékání maziva z ložiska nebo ke zvýšenému odporu proti otáčení a nedostatečnému vylučování oleje v kontaktní oblasti.
9.2.3 Mísitelnost
Přehled plastických maziv pro valivá ložiska je v tabulce 9.2.
| Vlastnosti plastických maziv pro valivá ložiska | ||||
| Druh plastického maziva | Vlastnosti | |||
| Zahušťovací prostředek | Základní olej | Teplotní rozsah použítí [°C] | Odolnost vůči vodě | Použití |
| litiové mýdlo | minerální | -20 až 130 | odolné | víceúčelové mazivo |
| vápenaté mýdlo | minerální | -20 až 50 | velmi odolné | dobrý těsnící účinek vůči vodě |
| sodné mýdlo | minerální | -20 až 100 | neodolné | emulguje s vodou |
| hlinité mýdlo | minerální | -20 až 70 | odolné | dobrý těsnící účinek vůči vodě |
| komplexní litiové mýdlo | minerální | -20 až 150 | odolné | víceúčelové mazivo |
| komplexní vápenaté mýdlo | minerální | -30 až 130 | velmi odolné | víceúčelové mazivo vhodné pro vyšší teploty a zatížení |
| komplexní sodné mýdlo | minerální | -20 až 130 | odolné | vhodné pro vyšší teploty a zatížení |
| komplexní hlinité mýdlo | minerální | -20 až 150 | odolné | vhodné pro vyšší teploty a zatížení |
| komplexní barnaté mýdlo | minerální | -30 až 140 | odolné | vhodné pro vyšší teploty a zatížení |
| bentonit | minerální | -20 až 150 | odolné | vhodné pro vysoké teploty při nízké frekvenci otáčení |
| polymočovina | minerální | -20 až 160 | odolné | vhodné pro vysoké teploty při střední frekvenci otáčení |
| litiové mýdlo | silikónový | -40 až 170 | velmi odolné | vhodné pro široký teplotní rozsah při střední frekvenci otáčení |
| komplexní barnaté mýdlo | esterový | -60 až 140 | odolné | vhodné pro vyšší teploty a vyšší frekvence otáčení |
9.2.4 Množství maziva
- ½ až ⅔ volného prostoru při otáčkách menších než 50% mezních otáček ložiska
- ⅓ až ½ volného prostoru při otáčkách větších než 50% mezních otáček ložiska
U ložisek s velmi nízkou frekvencí otáčení je vhodné naplnit ložisko i celý volný prostor ložiskového uložení plastickým mazivem, aby bylo ložisko chráněno před korozí a znečištěním.
9.2.5 Domazávání
Valivá ložiska je nutné domazávat v případě, že předpokládána provozní trvanlivost ložiska je delší než životnost použitého plastického maziva. Délka domazávacího období je výrazně ovlivněna typem a velikostí ložiska, frekvencí otáčení, provozní teplotou a druhem a kvalitou plastického maziva.
Domazávací období je doba, během které má plastické mazivo potřebné mazací vlastnosti. Po uplynutí této doby se ložisko musí opět namazat, přičemž se staré mazivo z ložiskového prostoru musí zcela odstranit. Doporučované domazávací období je pro jednotlivé druhy ložisek při normálním zatížení (P ≤ 0,15 C) a normálních provozních podmínkách uvedeno v diagramech na obrázcích 9.2 a 9.3. Diagramy platí pro běžná plastická maziva pro teploty do +70°C. Při teplotách nad +70°C se domazávací období zkracuje pro každých 15°C na polovinu původní hodnoty. Při teplotách pod 40°C se může domazávací období zvýšit na dvojnásobek.
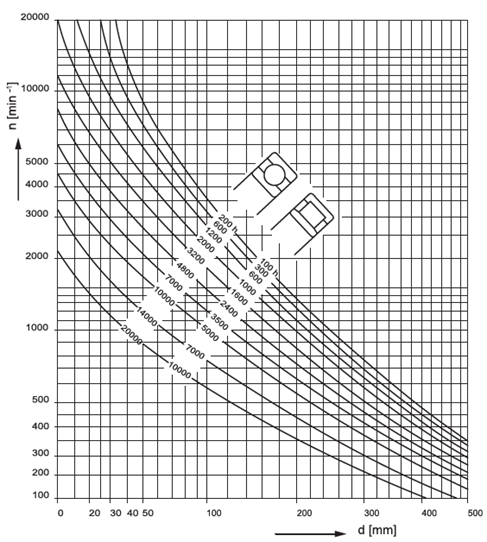
Obr. 9.2
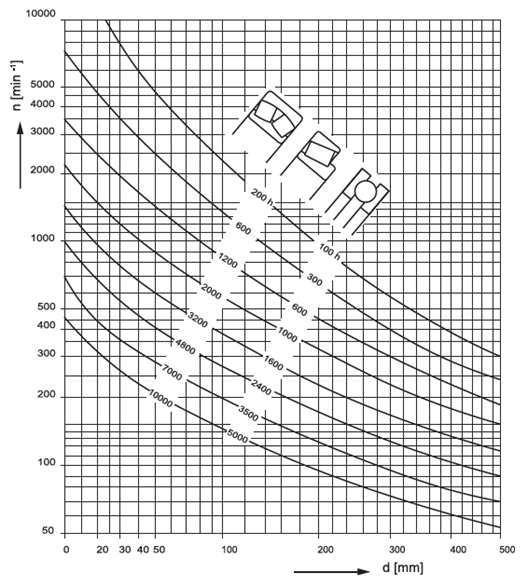
Obr. 9.3
Obnovení náplně plastického maziva je doporučováno vždy, pokud je domazávací interval delší než 6 měsíců. Při použití plastických maziv pro vysoké výkony mohou být domazávací intervaly delší. Další informace sdělí technicko-konzultační služby ZKL.
Potřebné množství plastického maziva na domazávání se vypočítá z rovnice
Q=0,005*D*B [g]
Q – množství plastického maziva [g]
D – vnější průměr ložiska [mm]
B – šířka ložiska [mm]
Pro ložiska s vyšší frekvencí otáčení, která vyžadují častější domazávání, je potřebné po určité době odstranit použité mazivo z ložiskového prostoru. Tím se předejde k nežádoucímu zvyšování provozní teploty. Na tento účel je vhodný tzv. odstřikovač plastického maziva, který brání přemazání ložiska. Je tvořen kotoučem, který se otáčí s hřídelí a svou rotací vytahuje přebytečné a staré mazivo štěrbinou mezi ložiskovým tělesem ven z ložiska (obr.9.4)
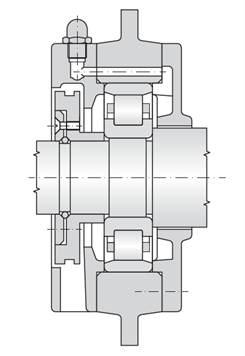
Obr. 9.4
- Vibrace – při velkých vibracích a rázech dochází k hnětení maziva a je nutné zkrátit domazávací období. Pokud mazivo změkne, je nutné použít mazivo s vyšší mechanickou stabilitou nebo mazivo s vyšší tuhostí.
- Svislá hřídel – je třeba zkrátit domazávací období na polovinu a je vyžadováno použití těsnění a krytů, které brání úniku maziva z uložení.
- Znečištění maziva – je třeba zkrátit domazávací období, částice v mazivu jsou nežádoucí a mají negativní vliv na životnost ložiska.
9.3 Mazání olejem
Mazání olejem se používá v těch případech, když je frekvence otáčení tak vysoká, že domazávací období pro mazání plastickým mazivem je příliš krátké. Dalším důvodem může být i potřeba odvodu tepla z ložiska, případně vysoká teplota prostředí, která nedovoluje použití plastického maziva, nebo pokud jsou sousední části z konstrukčního hlediska už mazány olejem (např. ozubená kola v převodovce). Mimo několika případů uložení soudečkových ložisek se tato vždy mažou olejem.Při mazání olejem musí být zabezpečen takový stav, aby mazání bylo zabezpečeno při rozběhu a potom i během provozu. Nadměrné použití oleje zvyšuje jeho teplotu, a tím i teplotu ložiska. Přívod oleje do ložiska se zabezpečuje různými konstrukčními způsoby:
- Mazání olejovou lázní – nejrozšířenější a nejjednodušší způsob olejového mazání, pro nízké a střední frekvence otáčení. Hladina oleje sahá do výšky středu spodního valivého tělesa a musí být v této výšce udržována. Olej je unášen rotujícími částmi ložiska a rozptylován v ložisku a poté se vrací zpět do olejové lázně.
- Mazání oběhem oleje – je nejčastěji používáno pro provoz při vysokých otáčkách, kde je vyžadováno chlazení ložiska a pro provoz při vysokých provozních teplotách. Oběh oleje je zajištěn pomocí čerpadla, po průchodu oleje ložiskem je olej vrácen zpět do nádrže, kde je olej přefiltrován a podle potřeby ochlazen.
- Mazání kapáním – je široce rozšířeno pro mazání malých kuličkových ložisek provozovaných při vysokých otáčkách.
- Mazání rozstřikem oleje – olej je rozstřikován na ložisko rotujícím ozubeným kolem nebo jednoduchým rotujícím kotoučem umístěným blízko ložiska. Ložisko nemusí být ponořeno v olejové lázni, tento způsob mazání je často používán v automobilových převodovkách.
- Mazání vstřikovaným olejem – je zpravidla použito pro vysokootáčková ložiska. Olej je vstřikován pod tlakem přímo do ložiska. Rychlost paprsku oleje musí být natolik vysoká, aby olej pronikl vzduchovými víry vyvolanými rotujícími částmi ložiska.
- Mazání olejovou mlhou – využívá stříkání olejové mlhy do ložiska. Tento způsob mazání je často využíván pro mazání vřetenových ložisek obráběcích center.
- Mazání systémem olej-vzduch – do každého ložiska je pomocí tlakového vzduchu přiváděno velmi malé, přesně odměřené množství oleje, které zajistí dostatečné mazání a umožňuje lépe dosáhnout nižších provozních teplot a vysokých otáček. Tento způsob mazání je použit pro mazání většiny vřetenových ložisek a pro další vysokootáčkové aplikace.
9.3.1 Mazací oleje
Některé typy ložisek, např. soudečková ložiska, axiální soudečková ložiska nebo kuželíková ložiska dosahují obvykle vyšší provozní teploty než jiné typy, jako např. kuličková nebo válečková ložiska za stejných provozních podmínek. To je také třeba brát v úvahu při volbě druhu oleje.
Rozhodující vlastností oleje je kinematická viskozita, která klesá s rostoucí teplotou. Vhodnou viskozitu oleje můžeme stanovit z diagramu na obr. 5.4 v závislosti na středním průměru ložiska ds = (d+D)/2 a frekvenci otáčení.
Pokud je známa provozní teplota, nebo je možno ji zjistit, určí se z diagramu na obr. 5.5 vhodný olej a viskozita při mezinárodně normalizované porovnávací teplotě 40°C, která je potřebná pro výpočet poměru χ. Obrázky jsou umístěny v kapitole 5 Určení velikosti ložiska.
Při poměru χ < 1 se doporučuje použít olej s EP přísadami, které zvyšují únosnost olejového filmu. Při poklesu hodnoty χ pod 0,4 se vždy musí použít oleje s EP přísadami. Pokud je χ > 1 dosáhne se v provozu zvýšená spolehlivost řešení příslušného uložení.
Příklad:
- ložisko: d = 180 mm, D = 320 mm, ds = 250 mm
- frekvence otáčení n = 500 min-1
- předpokládaná provozní teplota 60°C
ν1 = 17 mm2s-1.
Při zohlednění provozní teploty 60°C musí mít použitý olej vybraný podle diagramu na obr. 24 při normalizované teplotě 40°C kinematickou viskozitu ν minimálně 35 mm2s-1.
Pro axiální soudečková ložiska se kinematická viskozita mazacího oleje stanoví podle tabulky 9.3 přibližně v závislosti na součinu n*d, kde n je frekvence otáčení ložiska v otáčkách za minutu a d je průměr díry v mm. Nižší hodnoty viskozity platí pro ložiska méně zatížená, pro která platí Pa ≤ 0,1 Ca. Vyšší hodnoty platí pro Pa > 0,1 Ca.
| Viskozita oleje pro axiální soudečková ložiska | |
| d*n | kinematická viskozita oleje [mm2s-1 při 40°C] |
| 1 000 | 250 až 550 |
| 10 000 | 100 až 250 |
| 100 000 | 45 až 100 |
| 200 000 | 30 až 80 |
9.3.2 Výměna oleje
9.4 Mazání pevnými mazivy
Pevná maziva se používají na mazání ložisek pouze v případech, když plastická maziva nebo oleje nemohou splnit požadavky na spolehlivé mazání v podmínkách mezního tření nebo z hlediska odolnosti proti vysokým provozním teplotám, chemickým vlivům a podobně.Pro mazání ložisek se používají zejména grafit, MoS2, PTFE. Mazací mechanismus je dán mřížkovou strukturou látek, vrstvy částic kloužou lehce po sobě a dobře ulpívají na povrchu kovů, což zamezuje odsunutí částeček maziva při kluzném nebo valivém pohybu.
Nevýhody pevných maziv:
- Vysoký koeficient tření
- Neschopnost působit jako chladivo
- Limitovaná životnost
- Malé tlumení vibrační nestability valivých elementů a klece