7. Ložiska - všeobecné údaje
Najít distributora
7.1 Konstrukční údaje ložisek
Kromě vhodného typu ložiska a jeho velikosti je nutné určit další jeho konstrukční charakteristiky, kterými je při návrhu uložení ložisko definováno. Zpravidla je za návrh ložiska odpovědný konstruktér uložení, který musí zohlednit požadavky na přesnost chodu, provozní teplotu, mazání i způsob montáže či demontáže. Pro splnění všech rozličných požadavků na správný chod ložiska jsou ložiska vyráběna v mnoha konstrukčních provedeních, která jsou charakterizována přídavným označením ložisek. Tak lze vybírat ložiska s požadovanými tolerancemi, vůlemi, materiály, provedením klece nebo utěsněním. Rovněž podle systému značení lze snadněji specifikovat ložiska pro určité provozní podmínky, které mohou být charakteristické vysokými otáčkami, vysokou teplotou nebo vybírat alternativy ložisek pro určitá uložení podle znalosti značení jiných výrobců ložisek.7.2 Hlavní rozměry
Valivá ložiska se dodávají jako hotová strojní součást a konstruktér má k dispozici pevně stanovené rozměry, které mu zajistí snadnou vyměnitelnost. Standardizace se týká vnějších rozměrů důležitých z montážního hlediska. Je to výhodné pro výrobce i uživatele ložisek z technologických a tím i ekonomických důvodů. Neurčuje ale vnitřní rozměry, jako jsou počty a rozměry valivých těles, nebo provedení klecí. Přesto se vlivem dlouhodobého vývoje a různých optimalizací konstrukce a technologie výroby do značné míry sbližuje i vnitřní konstrukce ložisek.Mezinárodní organizace ISO vypracovala rozměrové plány pro valivá ložiska metrických rozměrů, které jsou definovány v následujících dokumentech:
- ISO 15:1998 platí pro radiální valivá ložiska metrických rozměrů, s výjimkou kuželíkových ložisek
- ISO 355:1997 platí pro radiální kuželíková ložiska metrických rozměrů
- ISO 104:2002 platí pro axiální valivá ložiska metrických rozměrů
- ISO 582:1995 uvádí maximální hodnoty sražení montážních hran ložisek
7.2.1 Rozměrové plány ISO
V rozměrovém plánu ISO přísluší ke každému průměru díry ložiska d vždy několik vnějších průměrů D a k nim jsou přiřazeny různé šířky – B resp. T u radiálních a H u axiálních ložisek. Ložiska, která mají stejný průměr díry a stejný vnější průměr, patří do jedné průměrové řady, která se označuje podle stoupajícího vnějšího průměru číslicemi 7, 8, 9, 0, 1, 2, 3, 4. V každé průměrové řadě jsou ložiska různých šířkových řad podle vzrůstající šířky: 8, 0, 1, 2, 3, 4, 5, 6 a 7 u radiálních ložisek. Šířkovým řadám radiálních ložisek odpovídají výškové řady axiálních ložisek (výškové řady podle vzrůstající výšky 7, 9, 1 a 2).
Spojením průměrové a šířkové řady vznikají rozměrové řady, které se označují dvojmístným číslem, kde první číslice označuje šířkovou a druhá průměrovou řadu. Tento systém je dobře patrný z obrázku 7.1.
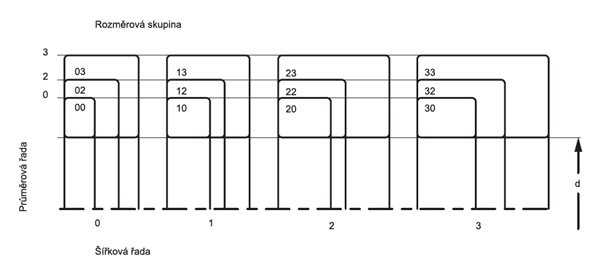
Obr. 7.1
Součástí rozměrového plánu ISO jsou také rozměry zaoblení hran ložiskových kroužků tzv. montážní zaoblení (obr. 7.2). V tabulkové části katalogu jsou pro jednotlivé typy ložisek uvedeny minimální hodnoty montážního zaoblení, které je důležité znát při navrhování poloměrů přechodů součástí tvořících uložení ložiska.
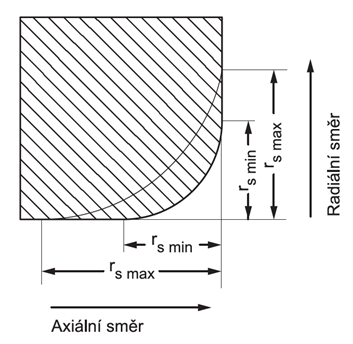
Obr. 7.2
Přehled hodnot montážního zaoblení podle mezinárodní normy ISO 582 je uveden v tabulce 7.1
| Mezní rozměry montážního zaoblení | |||||||||
| Radiální ložiska kromě kuželíkových | Kuželíková ložiska | Axiální ložiska | |||||||
| rs min | d nebo D | rs min | d nebo D | rs min | rs min | ||||
| přes | do | v radiálním směru | v axiálním směru | přes | do | v radiálním směru | a axiálním směru | v radiálním i axiálním směru | |
| mm | |||||||||
| 0,15 | - | - | 0,3 | 0,6 | - | - | - | - | 0,3 |
| 0,2 | - | - | 0,5 | 0,8 | - | - | - | - | 0,5 |
| 0,3 | - | 40 | 0,6 | 1 | - | 40 | 0,7 | 1,4 | 0,8 |
| 40 | - | 0,8 | 1 | 40 | - | 0,9 | 1,6 | 0,8 | |
| 0,6 | - | 40 | 1 | 2 | - | 40 | 1,1 | 1,7 | 1,5 |
| 40 | - | 1,3 | 2 | 40 | - | 1,3 | 2 | 1,5 | |
| 1 | - | 50 | 1,5 | 3 | - | 50 | 1,6 | 2,5 | 2,2 |
| 50 | - | 1,9 | 3 | 50 | - | 1,9 | 3 | 2,2 | |
| 1,1 | - | 120 | 2 | 3,5 | - | - | - | - | 2,7 |
| 120 | - | 2,5 | 4 | - | - | - | - | 2,7 | |
| 1,5 | - | 120 | 2,3 | 4 | - | 120 | 2,3 | 3 | 3,5 |
| 120 | - | 3 | 5 | 120 | 250 | 2,8 | 3,5 | 3,5 | |
| - | - | - | - | 250 | - | 3,5 | 4 | 3,5 | |
| 2 | - | 80 | 3 | 4,5 | - | 120 | 2,8 | 4 | 4 |
| 80 | 220 | 3,5 | 5 | 120 | 250 | 3,5 | 4,5 | 4 | |
| 220 | - | 3,8 | 6 | 250 | - | 4 | 5 | 4 | |
| 2,1 | - | 280 | 4 | 6,5 | - | - | - | - | 4,5 |
| 280 | - | 4,5 | 7 | - | - | - | - | 4,5 | |
| 2,5 | - | 100 | 3,8 | 6 | - | 120 | 3,5 | 5 | - |
| 100 | 280 | 4,5 | 6 | 120 | 250 | 4 | 5,5 | - | |
| 280 | - | 5 | 7 | 250 | - | 4,5 | 6 | - | |
| 3 | - | 280 | 5 | 8 | - | 120 | 4 | 5,5 | 5,5 |
| 280 | - | 5,5 | 8 | 120 | 250 | 4,5 | 6,5 | 5,5 | |
| - | - | - | - | 250 | 400 | 5 | 7 | 5,5 | |
| - | - | - | - | 400 | - | 5,5 | 7,5 | 5,5 | |
| 4 | - | - | 6,5 | 9 | - | 120 | 5 | 7 | 6,5 |
| - | - | - | - | 120 | 250 | 5,5 | 7,5 | 6,5 | |
| - | -- | -- | - | 250 | 400 | 6 | 8 | 6,5 | |
| - | - | - | - | 400 | - | 6,5 | 8,5 | 6,5 | |
| 5 | - | - | 8 | 10 | - | 180 | 6,5 | 8 | 8 |
| - | - | - | - | 180 | - | 7,5 | 9 | 8 | |
| 6 | - | - | 10 | 13 | - | 180 | 7,5 | 10 | 10 |
| - | - | - | - | 180 | - | 9 | 11 | 10 | |
| 7,5 | - | - | 12,5 | 17 | - | - | - | - | 12,5 |
| 9,5 | - | - | 15 | 19 | - | - | - | - | 15 |
| 12 | - | - | 18 | 24 | - | - | - | - | 18 |
| 15 | - | - | 21 | 30 | - | - | - | - | 21 |
7.2.2 Přesnost ložisek
Pro většinu uložení lze použít valivá ložiska normálního stupně přesnosti. Ložisek s vyšším stupněm přesnosti se používá pro uložení vyžadující vyšší přesnost chodu, jako např. uložení vřeten obráběcích strojů a v případech, kdy ložiska překračují své mezní otáčky.
Mezní hodnoty pro přesnost rozměrů a chodu jsou uvedeny v tabulkách 7.2 až 7.12. Tyto hodnoty odpovídají mezinárodním normám ISO 492 a ISO 199. Označeni P5A a P4A se používá pro ložiska, která jsou vyrobena v příslušném stupni přesnosti P5 a P4, ale vybrané parametry jsou ve vyšším stupni přesnosti než je P5 a P4.
Symboly veličin a jejich význam
d – jmenovitý průměr díryd1 – jmenovitý průměr většího teoretického průměru kuželové díry
d2 – jmenovitý průměr hřídelového kroužku obousměrných axiálních ložisek
Δds – úchylka jednotlivého průměru díry od jmenovitého rozměru
Δdmp – úchylka středního průměru válcové díry v jednotlivé radiální rovině (pro kuželovou díru platí Δdmp pro teoretický průměr díry)
Δd1mp – úchylka středního teoretického průměru kuželové díry
Δd2mp – úchylka středního průměru díry hřídelového kroužku obousměrných axiálních ložisek v jednotlivé radiální rovině
Vdp – rozptyl jednotlivého průměru díry v jednotlivé radiálni rovině
Vdmp – rozptyl středního průměru válcové díry
Vd2p – rozptyl průměru díry hřídelového kroužku obousměrných axiálních ložisek v jednotlivé radiální rovině
D – jmenovitý vnější průměr
ΔDs – úchylka jednotlivého vnějšího průměru od jmenovitého rozměru
ΔDmp – úchylka středního průměru vnější válcové plochy v jednotlivé radiální rovině
VDp – rozptyl jednotlivého průměru vnější válcové plochy v jednotlivé radialní rovině
VDmp – rozptyl středního průměru vnější válcové plochy
B – jmenovitá šířka vnitřního kroužku
T – jmenovitá celková šířka kuželíkových ložisek
T1 – jmenovitá účinná šířka vnitřního polocelku
T2 – jmenovitá účinná šířka vnějšího polocelku
ΔBs – úchylka jednotlivé šířky vnitřního kroužku
ΔCs – úchylka jednotlivé šířky vnějšího kroužku
ΔTs – úchylka (celkové) jednotlivé šířky ložiska
ΔT1s – úchylka účinné šířky vnitřního polocelku
ΔT2s – úchylka účinné šířky vnějšího polocelku
C – jmenovitá šířka vnějšího kroužku
VBs – rozptyl jednotlivé šířky vnitřního kroužku
VCs – rozptyl jednotlivé šířky vnějšího kroužku
Kia – radiální házení vnitřního kroužku smontovaného ložiska
Kea – radiální házení vnějšího kroužku smontovaného ložiska
Si – axiální házení oběžné dráhy hřídelového kroužku
Se – axiální házení oběžné dráhy tělesového kroužku
Sia – axiální házeni základního čela vnitřního kroužku smontovaného ložiska
Sea – axiální házení základního čela vnějšího kroužku smontovaného ložiska
Sd – axiální házeni základního čela
SD – házení vnější válcové plochy k čelu kroužku
Ss – házení opěrného čela vnitřního kroužku k základnímu čelu pro jednořadá kuželíková ložiska
Mezní hodnoty jednotlivých parametrů pro různé stupně přesnosti jsou uvedeny v následujících tabulkách.
| Vnitřní kroužek | ||||||||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | ΔBs | VBs | Δdmp | Δd1mp | -Δdmp | V1)dp | ||||||
| průměrové řady | ||||||||||||||||
| 7,8,9 | 0,1 | 2,3,4 | ||||||||||||||
| přes | do | max | min | max | max | max | max | max | max | min | max | max | min | max | min | max |
| 2,5 | 10 | 0 | -8 | 10 | 8 | 6 | 6 | 10 | 0 | -120 | 15 | - | - | - | - | - |
| 10 | 18 | 0 | -8 | 10 | 8 | 6 | 6 | 10 | 0 | -120 | 20 | - | - | - | - | - |
| 18 | 30 | 0 | -10 | 13 | 10 | 8 | 8 | 13 | 0 | -120 | 20 | 21 | 0 | 21 | 0 | 13 |
| 30 | 50 | 0 | -12 | 15 | 12 | 9 | 9 | 15 | 0 | -120 | 20 | 25 | 0 | 25 | 0 | 15 |
| 50 | 80 | 0 | -15 | 19 | 19 | 11 | 11 | 20 | 0 | -150 | 25 | 30 | 0 | 30 | 0 | 19 |
| 80 | 120 | 0 | -20 | 25 | 25 | 15 | 15 | 25 | 0 | 200 | 25 | 35 | 0 | 35 | 0 | 25 |
| 120 | 180 | 0 | -25 | 31 | 31 | 19 | 19 | 30 | 0 | -250 | 30 | 40 | 0 | 40 | 0 | 31 |
| 180 | 250 | 0 | -30 | 38 | 38 | 23 | 23 | 40 | 0 | -300 | 30 | 46 | 0 | 46 | 0 | 38 |
| 250 | 315 | 0 | -35 | 44 | 44 | 26 | 26 | 50 | 0 | -350 | 35 | 52 | 0 | 52 | 0 | 44 |
| 315 | 400 | 0 | -40 | 50 | 50 | 30 | 30 | 60 | 0 | -400 | 40 | 57 | 0 | 57 | 0 | 50 |
| 400 | 500 | 0 | -45 | 56 | 56 | 34 | 34 | 65 | 0 | -450 | 50 | 63 | 0 | 63 | 0 | 56 |
| 500 | 630 | 0 | -50 | 63 | 63 | 38 | 38 | 70 | 0 | -500 | 60 | - | - | - | - | - |
| 630 | 800 | 0 | -75 | - | - | - | - | 80 | 0 | -750 | 70 | - | - | - | - | - |
| 800 | 1000 | 0 | -100 | - | - | - | - | 90 | 0 | -1000 | 80 | - | - | - | - | - |
| 1000 | 1250 | 0 | -125 | - | - | - | - | 100 | 0 | -1250 | 100 | - | - | - | - | - |
| Vnější kroužek | ||||||||||
| D | ΔDmp | VDP | VDmp | Kea | ΔCs, ΔCs | |||||
| Průměrové řady | ||||||||||
| 7,8,9 | 0,1 | 2,3,4 | ložiska 2) | |||||||
| s kryty | ||||||||||
| přes | do | max | min | max | max | max | max | max | max | |
| mm | µm |
Odpovídá
ΔBs, VBs
vnitřního
kroužku
téhož
ložiska
|
||||||||
| 6 | 18 | 0 | -8 | 10 | 8 | 6 | 10 | 6 | 15 | |
| 18 | 30 | 0 | -9 | 12 | 9 | 7 | 12 | 7 | 15 | |
| 30 | 50 | 0 | -11 | 14 | 11 | 8 | 16 | 8 | 20 | |
| 50 | 80 | 0 | -13 | 16 | 13 | 10 | 20 | 10 | 25 | |
| 80 | 120 | 0 | -15 | 19 | 19 | 11 | 26 | 11 | 35 | |
| 120 | 150 | 0 | -18 | 23 | 23 | 14 | 30 | 14 | 40 | |
| 150 | 180 | 0 | -25 | 31 | 31 | 19 | 38 | 19 | 45 | |
| 180 | 250 | 0 | -30 | 38 | 38 | 23 | - | 23 | 50 | |
| 250 | 315 | 0 | -35 | 44 | 44 | 26 | - | 26 | 60 | |
| 315 | 400 | 0 | -40 | 50 | 50 | 30 | - | 30 | 70 | |
| 400 | 500 | 0 | -45 | 56 | 56 | 34 | - | 34 | 80 | |
| 500 | 630 | 0 | -50 | 63 | 63 | 38 | - | 38 | 100 | |
| 630 | 800 | 0 | -75 | 94 | 94 | 55 | - | 55 | 120 | |
| 800 | 1000 | 0 | -100 | 125 | 125 | 75 | - | 75 | 140 | |
| 1000 | 1250 | 0 | -125 | - | - | - | - | - | 160 | |
| 1250 | 1600 | 0 | -160 | - | - | - | - | - | 190 | |
- Platí v libovolné radiální rovině díry
- Platí pouze pro ložiska průměrových řad 2, 3 a 4
| Přesnost rozměrů a chodu radiálních ložisek (kromě kuželíkových) | |||||||||||
| Stupeň přesnosti P6 | |||||||||||
| Vnitřní kroužek | |||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | ΔBs | VBs | |||||
| Průměrové řady | |||||||||||
| 7,8,9 | 0,1 | 2,3,4, | |||||||||
| přes | do | max | min | max | max | max | max | max | max | min | max |
| mm | µm | ||||||||||
| 2,5 | 10 | 0 | -7 | 9 | 7 | 5 | 5 | 6 | 0 | -120 | 15 |
| 10 | 18 | 0 | -7 | 9 | 7 | 5 | 5 | 7 | 0 | -120 | 20 |
| 18 | 30 | 0 | -8 | 10 | 8 | 6 | 6 | 8 | 0 | -120 | 20 |
| 30 | 50 | 0 | -10 | 13 | 10 | 8 | 8 | 10 | 0 | -120 | 20 |
| 50 | 80 | 0 | -12 | 15 | 15 | 9 | 9 | 10 | 0 | -150 | 25 |
| 80 | 120 | 0 | -15 | 19 | 19 | 11 | 11 | 13 | 0 | -200 | 25 |
| 120 | 180 | 0 | -18 | 23 | 23 | 14 | 14 | 18 | 0 | -250 | 30 |
| 180 | 250 | 0 | -22 | 28 | 28 | 17 | 17 | 20 | 0 | -300 | 30 |
| 250 | 315 | 0 | -25 | 31 | 31 | 19 | 19 | 25 | 0 | -350 | 35 |
| 315 | 400 | 0 | -30 | 38 | 38 | 23 | 23 | 30 | 0 | -400 | 40 |
| 400 | 500 | 0 | -35 | 44 | 44 | 26 | 26 | 35 | 0 | -450 | 45 |
| 500 | 630 | 0 | -40 | 50 | 50 | 30 | 30 | 40 | 0 | -500 | 50 |
| Vnější kroužek | ||||||||||
| D | ΔDmp | VDp | VDmp | Kea | ΔCs VCs | |||||
| Průměrové řady | ||||||||||
| 7,8,9 | 0,1 | 2,3,4 | ložiska 1) | |||||||
| s kryty | ||||||||||
| přes | do | max | min | max | max | max | max | max | max | |
| mm | µm | Odpovídá ΔBs, VBs vnitřního kroužku téhož ložiska | ||||||||
| 6 | 18 | 0 | -7 | 9 | 7 | 5 | 9 | 5 | 8 | |
| 18 | 30 | 0 | -8 | 10 | 8 | 6 | 10 | 6 | 9 | |
| 30 | 50 | 0 | -9 | 11 | 9 | 7 | 13 | 7 | 10 | |
| 50 | 80 | 0 | -11 | 14 | 11 | 8 | 16 | 8 | 13 | |
| 80 | 120 | 0 | -13 | 16 | 16 | 10 | 20 | 10 | 18 | |
| 120 | 150 | 0 | -15 | 19 | 19 | 11 | 25 | 11 | 20 | |
| 150 | 180 | 0 | -18 | 23 | 23 | 14 | 30 | 14 | 23 | |
| 180 | 250 | 0 | -20 | 25 | 25 | 15 | - | 15 | 25 | |
| 250 | 315 | 0 | -25 | 31 | 31 | 19 | - | 19 | 30 | |
| 315 | 400 | 0 | -28 | 35 | 35 | 21 | - | 21 | 35 | |
| 400 | 500 | 0 | -33 | 41 | 41 | 25 | - | 25 | 40 | |
| 500 | 630 | 0 | -38 | 48 | 48 | 29 | - | 29 | 50 | |
| 630 | 800 | 0 | -45 | 56 | 56 | 34 | - | 34 | 60 | |
| 800 | 1000 | 0 | -50 | 75 | 75 | 45 | - | 45 | 75 | |
- Platí pouze pro ložiska průměrových řad 0, 1, 2, 3 a 4
| Přesnost rozměrů a chodu radiálních ložisek (kromě kuželíkových) | ||||||||||||
| Stupeň přesnosti P5 | ||||||||||||
| Vnitřní kroužek | ||||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | Sd | Sia1) | ΔBs | VBs | ||||
| Průměrové řady | ||||||||||||
| 7,8,9 | 0,1,2,3,4 | |||||||||||
| přes | do | max | min | max | max | max | max | max | max | max | min | max |
| mm | µm | |||||||||||
| 2,5 | 10 | 0 | -5 | 5 | 4 | 3 | 4 | 7 | 7 | 0 | -40 | 5 |
| 10 | 18 | 0 | -5 | 5 | 4 | 3 | 4 | 7 | 7 | 0 | -80 | 5 |
| 18 | 30 | 0 | -6 | 6 | 5 | 3 | 4 | 8 | 8 | 0 | -120 | 5 |
| 30 | 50 | 0 | -8 | 8 | 6 | 4 | 5 | 8 | 8 | 0 | -120 | 5 |
| 50 | 80 | 0 | -9 | 9 | 7 | 5 | 5 | 8 | 8 | 0 | -150 | 6 |
| 80 | 120 | 0 | -10 | 10 | 8 | 5 | 6 | 9 | 9 | 0 | -200 | 7 |
| 120 | 180 | 0 | -13 | 13 | 10 | 7 | 8 | 10 | 10 | 0 | -250 | 8 |
| 180 | 250 | 0 | -15 | 15 | 12 | 8 | 10 | 11 | 13 | 0 | -300 | 10 |
| 250 | 315 | 0 | -18 | 18 | 14 | 9 | 13 | 13 | 15 | 0 | -350 | 13 |
| 315 | 400 | 0 | -23 | 23 | 18 | 12 | 15 | 15 | 20 | 0 | -400 | 15 |
| Vnější kroužek | |||||||||||
| D | ΔDmp | Vdp | VDmp | Kea | SD | Sea1) | ΔCs | VCs | |||
| Průměrové řady | |||||||||||
| 7,8,9 | 0,1,2,3,4 | ||||||||||
| přes | do | max | min | max | max | max | max | max | max | max | |
| mm | µm | ||||||||||
| 6 | 18 | 0 | -5 | 5 | 4 | 3 | 5 | 8 | 8 | Odpovídá ΔBc vnitřního kroužku téhož ložiska | 5 |
| 18 | 30 | 0 | -6 | 6 | 5 | 3 | 6 | 8 | 8 | 5 | |
| 30 | 50 | 0 | -7 | 7 | 5 | 4 | 7 | 8 | 8 | 5 | |
| 50 | 80 | 0 | -9 | 9 | 8 | 5 | 8 | 8 | 10 | 6 | |
| 80 | 120 | 0 | -10 | 10 | 8 | 5 | 10 | 9 | 11 | 8 | |
| 120 | 150 | 0 | -11 | 11 | 8 | 6 | 11 | 10 | 13 | 8 | |
| 150 | 180 | 0 | -13 | 13 | 10 | 7 | 13 | 10 | 14 | 8 | |
| 180 | 250 | 0 | -15 | 15 | 11 | 8 | 15 | 11 | 15 | 10 | |
| 250 | 315 | 0 | -18 | 18 | 14 | 9 | 18 | 13 | 18 | 11 | |
| 315 | 400 | 0 | -20 | 20 | 15 | 10 | 20 | 13 | 20 | 13 | |
| 400 | 500 | 0 | -23 | 23 | 17 | 12 | 23 | 15 | 23 | 15 | |
| 500 | 630 | 0 | -28 | 28 | 21 | 14 | 25 | 18 | 25 | 18 | |
| 630 | 800 | 0 | -35 | 35 | 26 | 18 | 30 | 20 | 30 | 20 | |
- Platí pouze pro kuličková ložiska
- Neplatí pro krytovaná ložiska
| Přesnost rozměrů a chodu radiálních ložisek (kromě kuželíkových) | ||||||||||||||
| Stupeň přesnosti P4 | ||||||||||||||
| Vnitřní kroužek | ||||||||||||||
| d | Δdmp | Δds1) | Vdp | Vdmp | Kia | Sd | Sia2) | ΔBs | VBs | |||||
| Průměrové řady | ||||||||||||||
| 7,8,9 | 0,1,2,3,4 | |||||||||||||
| přes | do | max | min | max | min | max | max | max | max | max | max | max | min | max |
| mm | µm | |||||||||||||
| 2,5 | 10 | 0 | -4 | 0 | -4 | 4 | 3 | 2 | 2,5 | 3 | 3 | 0 | -40 | 2,5 |
| 10 | 18 | 0 | -4 | 0 | -4 | 4 | 3 | 2 | 2,5 | 3 | 3 | 0 | -80 | 2,5 |
| 18 | 30 | 0 | -5 | 0 | -5 | 5 | 4 | 2,5 | 3 | 4 | 4 | 0 | -120 | 2,5 |
| 30 | 50 | 0 | -6 | 0 | -6 | 6 | 5 | 3 | 4 | 4 | 4 | 0 | -120 | 3 |
| 50 | 80 | 0 | -7 | 0 | -7 | 7 | 5 | 3,5 | 4 | 5 | 5 | 0 | -150 | 4 |
| 80 | 120 | 0 | -8 | 0 | -8 | 8 | 6 | 4 | 5 | 5 | 5 | 0 | -200 | 4 |
| 120 | 180 | 0 | -10 | 0 | -10 | 10 | 8 | 5 | 6 | 6 | 7 | 0 | -250 | 5 |
| 180 | 250 | 0 | -12 | 0 | -12 | 12 | 9 | 6 | 8 | 7 | 8 | 0 | -300 | 6 |
| Vnější kroužek | |||||||||||||
| D | ΔDmp | VDs1) | VDp | VDmp | Kea | SD | Sea2) | ΔCs | VCs | ||||
| Průměrové řady3) | |||||||||||||
| 7,8,9 | 0,1,2,3,4 | ||||||||||||
| přes | do | max | min | max | min | max | max | max | max | max | max | max | |
| mm | µm | ||||||||||||
|
Odpovídá
ΔBs vnitřního
kroužku
téhož
ložiska
|
|||||||||||||
| 6 | 18 | 0 | -4 | 0 | -4 | 4 | 3 | 2 | 3 | 4 | 5 | 2,5 | |
| 18 | 30 | 0 | -5 | 0 | -5 | 5 | 4 | 2,5 | 4 | 4 | 5 | 2,5 | |
| 30 | 50 | 0 | -6 | 0 | -6 | 6 | 5 | 3 | 5 | 4 | 5 | 2,5 | |
| 50 | 80 | 0 | -7 | 0 | -7 | 7 | 5 | 3,5 | 5 | 4 | 5 | 3 | |
| 80 | 120 | 0 | -8 | 0 | -8 | 8 | 6 | 4 | 6 | 5 | 6 | 4 | |
| 120 | 150 | 0 | -9 | 0 | -9 | 9 | 7 | 5 | 7 | 5 | 7 | 5 | |
| 150 | 180 | 0 | -10 | 0 | -10 | 10 | 8 | 5 | 8 | 5 | 8 | 5 | |
| 180 | 250 | 0 | -11 | 0 | -11 | 11 | 8 | 6 | 10 | 7 | 10 | 7 | |
| 250 | 315 | 0 | -13 | 0 | -13 | 13 | 10 | 7 | 11 | 8 | 10 | 7 | |
| 315 | 400 | 0 | -15 | 0 | -15 | 15 | 11 | 8 | 13 | 10 | 13 | 8 | |
- Platí poze pro ložiska průměrových řad 0, 1, 2, 3 a 4
- Platí pouze pro kuličková ložiska
- Neplatí pro krytovaná ložiska
| Přesnost rozměrů a chodu válečkových ložisek s kuželíkovou dírou | |||||||||||
| Stupeň přesnosti SP | |||||||||||
| Vnitřní kroužek | |||||||||||
| d | Δdmp | Δd1mp | -Δdmp | Vdp | Kia | Sd | ΔBs | VBs | |||
| přes | do | max | min | max | min | max | max | max | max | min | max |
| mm | µm | ||||||||||
| 18 | 30 | 10 | 0 | 4 | 0 | 3 | 3 | 8 | 0 | -100 | 5 |
| 30 | 50 | 12 | 0 | 4 | 0 | 4 | 4 | 8 | 0 | -120 | 5 |
| 50 | 80 | 15 | 0 | 5 | 0 | 5 | 4 | 8 | 0 | -150 | 6 |
| 80 | 120 | 20 | 0 | 6 | 0 | 5 | 5 | 9 | 0 | -200 | 7 |
| 120 | 180 | 25 | 0 | 8 | 0 | 7 | 6 | 10 | 0 | -250 | 8 |
| 180 | 250 | 30 | 0 | 10 | 0 | 8 | 8 | 11 | 0 | -300 | 10 |
| 250 | 315 | 35 | 0 | 12 | 0 | 9 | 10 | 13 | 0 | -350 | 13 |
| 315 | 400 | 40 | 0 | 13 | 0 | 12 | 12 | 15 | 0 | -400 | 15 |
| 400 | 500 | 45 | 0 | 15 | 0 | 14 | 12 | 18 | 0 | -450 | 25 |
| Vnější kroužek | |||||||
| D | ΔDmp | VDp | Kea | SD | ΔCs, VCs | ||
| přes | do | max | min | max | max | max | |
| mm | µm | ||||||
| 50 | 80 | 0 | -9 | 5 | 5 | 8 |
Odpovídá
ΔBs a VBs
vnitřního
kroužku
téhož
ložiska
|
| 80 | 120 | 0 | -10 | 5 | 6 | 9 | |
| 120 | 150 | 0 | -11 | 6 | 7 | 10 | |
| 150 | 180 | 0 | -13 | 7 | 8 | 10 | |
| 180 | 250 | 0 | -15 | 8 | 10 | 11 | |
| 250 | 315 | 0 | -18 | 9 | 11 | 13 | |
| 315 | 400 | 0 | -20 | 10 | 13 | 13 | |
| 400 | 500 | 0 | -23 | 12 | 15 | 15 | |
| 500 | 630 | 0 | -28 | 14 | 17 | 18 | |
| 630 | 800 | 0 | -35 | 18 | 20 | 20 | |
| Přesnost rozměrů a chodu válečkových ložisek s kuželíkovou dírou | |||||||||||
| Stupeň přesnosti UP | |||||||||||
| Vnitřní kroužek | |||||||||||
| d | Δdmp | Δd1mp | -Δdmp | Vdp | Kia | Sd | ΔBs | VBs | |||
| přes | do | max | min | max | min | max | max | max | max | min | max |
| mm | µm | ||||||||||
| 18 | 30 | 6 | 0 | 2 | 0 | 3 | 1,5 | 3 | 0 | -25 | 1,5 |
| 30 | 50 | 7 | 0 | 3 | 0 | 3 | 2 | 3 | 0 | -30 | 2 |
| 50 | 80 | 8 | 0 | 3 | 0 | 4 | 2 | 4 | 0 | -40 | 3 |
| 80 | 120 | 10 | 0 | 4 | 0 | 4 | 3 | 4 | 0 | -50 | 3 |
| 120 | 180 | 12 | 0 | 5 | 0 | 5 | 3 | 5 | 0 | -60 | 4 |
| 180 | 250 | 14 | 0 | 6 | 0 | 6 | 4 | 6 | 0 | -75 | 5 |
| 250 | 315 | 17 | 0 | 8 | 0 | 8 | 5 | 6 | 0 | -90 | 6 |
| Vnější kroužek | |||||||
| D | ΔDmp | VDp | Kea | SD | ΔCs, VCs | ||
| přes | do | max | min | max | max | max | |
| mm | µm | ||||||
| 50 | 80 | 0 | -6 | 3 | 3 | 2 |
Odpovídá
ΔBs a VBs
vnitřního
kroužku
téhož
ložiska
|
| 80 | 120 | 0 | -7 | 4 | 3 | 3 | |
| 120 | 150 | 0 | -8 | 4 | 4 | 3 | |
| 150 | 180 | 0 | -9 | 5 | 4 | 3 | |
| 180 | 250 | 0 | -10 | 5 | 5 | 4 | |
| 250 | 315 | 0 | -12 | 6 | 6 | 4 | |
| 315 | 400 | 0 | -14 | 7 | 7 | 5 | |
| Přesnost rozměrů a chodu kuželíkových ložisek | ||||||||||||||
| Stupeň přesnosti P0 | ||||||||||||||
| Vnitřní kroužek a celková šířka ložiska | ||||||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | ΔBs | ΔTs | ΔT1s | ΔT2s | ||||||
| přes | do | max | min | max | max | max | max | min | max | min | max | min | max | min |
| mm | µm | |||||||||||||
| 10 | 18 | 0 | -12 | 12 | 9 | 15 | 0 | -120 | 200 | 0 | 100 | 0 | 100 | 0 |
| 18 | 30 | 0 | -12 | 12 | 9 | 18 | 0 | -120 | 200 | 0 | 100 | 0 | 100 | 0 |
| 30 | 50 | 0 | -12 | 12 | 9 | 20 | 0 | -120 | 200 | 0 | 100 | 0 | 100 | 0 |
| 50 | 80 | 0 | -15 | 15 | 11 | 25 | 0 | -150 | 200 | 0 | 100 | 0 | 100 | 0 |
| 80 | 120 | 0 | -20 | 20 | 15 | 30 | 0 | -200 | 200 | -200 | 100 | -100 | 100 | -100 |
| 120 | 180 | 0 | -25 | 25 | 19 | 35 | 0 | -250 | 350 | -250 | 150 | -150 | 200 | -100 |
| 180 | 250 | 0 | -30 | 30 | 23 | 50 | 0 | -300 | 350 | -250 | 150 | -150 | 200 | -100 |
| Vnější kroužek | ||||||||
| D | ΔDmp | VDp | VDmp | Kea | ΔCs | |||
| přes | do | max | min | max | max | max | max | min |
| mm | µm | |||||||
| 18 | 30 | 0 | -12 | 12 | 9 | 18 | 0 | -120 |
| 30 | 50 | 0 | -14 | 14 | 11 | 20 | 0 | -120 |
| 50 | 80 | 0 | -16 | 16 | 12 | 25 | 0 | -150 |
| 80 | 120 | 0 | -18 | 18 | 14 | 35 | 0 | -200 |
| 120 | 150 | 0 | -20 | 20 | 15 | 40 | 0 | -250 |
| 150 | 180 | 0 | -25 | 25 | 19 | 45 | 0 | -250 |
| 180 | 250 | 0 | -30 | 30 | 23 | 50 | 0 | -300 |
| 250 | 315 | 0 | -35 | 35 | 26 | 60 | 0 | -350 |
| 315 | 400 | 0 | -40 | 40 | 30 | 70 | 0 | -400 |
| Přesnost rozměrů a chodu kuželíkových ložisek | ||||||||||||||
| Stupeň přesnosti P6X | ||||||||||||||
| Vnitřní kroužek a celková šířka ložiska | ||||||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | ΔBs | ΔTs | ΔT1s | ΔT2s | ||||||
| přes | do | max | min | max | max | max | max | min | max | min | max | min | max | min |
| mm | µm | |||||||||||||
| 10 | 18 | 0 | -12 | 12 | 9 | 15 | 0 | -50 | 100 | 0 | 50 | 0 | 50 | 0 |
| 18 | 30 | 0 | -12 | 12 | 9 | 18 | 0 | -50 | 100 | 0 | 50 | 0 | 50 | 0 |
| 30 | 50 | 0 | -12 | 12 | 9 | 20 | 0 | -50 | 100 | 0 | 50 | 0 | 50 | 0 |
| 50 | 80 | 0 | -15 | 15 | 11 | 25 | 0 | -50 | 100 | 0 | 50 | 0 | 50 | 0 |
| 80 | 120 | 0 | -20 | 20 | 15 | 30 | 0 | -50 | 100 | 0 | 50 | 0 | 50 | 0 |
| 120 | 180 | 0 | -25 | 25 | 19 | 35 | 0 | -50 | 150 | 0 | 50 | 0 | 100 | 0 |
| Vnější kroužek | ||||||||
| D | ΔDmp | VDp | VDmp | Kea | ΔCs | |||
| přes | do | max | min | max | max | max | max | min |
| mm | µm | |||||||
| 18 | 30 | 0 | -12 | 12 | 9 | 18 | 0 | -100 |
| 30 | 50 | 0 | -14 | 14 | 11 | 20 | 0 | -100 |
| 50 | 80 | 0 | -16 | 16 | 12 | 25 | 0 | -100 |
| 80 | 120 | 0 | -18 | 18 | 14 | 35 | 0 | -100 |
| 120 | 150 | 0 | -20 | 20 | 15 | 40 | 0 | -100 |
| 150 | 180 | 0 | -25 | 25 | 19 | 45 | 0 | -100 |
| 180 | 250 | 0 | -30 | 30 | 23 | 50 | 0 | -100 |
| 250 | 315 | 0 | -35 | 35 | 26 | 60 | 0 | -100 |
| Přesnost rozměrů a chodu kuželíkových ložisek | ||||||||
| Stupeň přesnosti P6 | ||||||||
| Vnitřní kroužek a celková šířka ložiska | ||||||||
| d | Δdmp | Kia | ΔBs | ΔTs | ||||
| přes | do | max | min | max | max | min | max | min |
| mm | µm | |||||||
| 10 | 18 | 0 | -7 | 7 | 0 | -200 | 200 | 0 |
| 18 | 30 | 0 | -8 | 8 | 0 | -200 | 200 | 0 |
| 30 | 50 | 0 | -10 | 10 | 0 | -240 | 200 | 0 |
| 50 | 80 | 0 | -12 | 10 | 0 | -300 | 200 | 0 |
| 80 | 120 | 0 | -15 | 13 | 0 | -400 | 200 | -200 |
| 120 | 180 | 0 | -18 | 18 | 0 | -500 | 350 | -250 |
| Vnější kroužek | |||||
| D | ΔDmp | Kea | ΔCs | ||
| přes | do | max | min | max | |
| mm | µm | ||||
| 18 | 30 | 0 | -8 | 9 |
Odpovídá ΔBs
vnitřního
kroužku
téhož
ložiska
|
| 30 | 50 | 0 | -9 | 10 | |
| 50 | 80 | 0 | -11 | 13 | |
| 80 | 120 | 0 | -13 | 18 | |
| 120 | 150 | 0 | -15 | 20 | |
| 150 | 180 | 0 | -18 | 23 | |
| 180 | 250 | 0 | -20 | 25 | |
| 250 | 315 | 0 | -25 | 30 | |
| Přesnost rozměrů a chodu kuželíkových ložisek | |||||||||||
| Stupeň přesnosti P5 | |||||||||||
| Vnitřní kroužek a celková šířka ložiska | |||||||||||
| d | Δdmp | Vdp | Vdmp | Kia | Sd | ΔBs | ΔTs | ||||
| přes | do | max | min | max | max | max | max | max | min | max | min |
| mm | µm | ||||||||||
| 10 | 18 | 0 | -7 | 5 | 5 | 5 | 7 | 0 | -200 | 200 | -200 |
| 18 | 30 | 0 | -8 | 6 | 5 | 5 | 8 | 0 | -200 | 200 | -200 |
| 30 | 50 | 0 | -10 | 8 | 5 | 5 | 8 | 0 | -240 | 200 | -200 |
| 50 | 80 | 0 | -12 | 9 | 6 | 7 | 8 | 0 | -300 | 200 | -200 |
| 80 | 120 | 0 | -15 | 11 | 8 | 8 | 9 | 0 | -400 | 200 | -200 |
| 120 | 180 | 0 | -18 | 14 | 9 | 11 | 10 | 0 | -500 | 350 | -250 |
| Vnější kroužek | ||||||||
| D | ΔDmp | VDp | VD | Kea | SD | ΔCs | ||
| přes | do | max | min | max | max | max | max | |
| mm | µm | |||||||
| 18 | 30 | 0 | -8 | 6 | 5 | 6 | 8 | Odpovídá ΔBs vnitřního kroužku téhož ložiska |
| 30 | 50 | 0 | -9 | 7 | 5 | 7 | 8 | |
| 50 | 80 | 0 | -11 | 8 | 6 | 8 | 8 | |
| 80 | 120 | 0 | -13 | 10 | 7 | 10 | 9 | |
| 120 | 150 | 0 | -15 | 11 | 8 | 11 | 10 | |
| 150 | 180 | 0 | -18 | 14 | 9 | 13 | 10 | |
| 180 | 250 | 0 | -20 | 15 | 10 | 15 | 11 | |
| 250 | 315 | 0 | -25 | 19 | 13 | 18 | 13 | |
| Přesnost rozměrů a chodu axiálních ložisek | |||||||
| Stupeň přesnosti P0, P6 a P5 | |||||||
| Hřídelový kroužek | |||||||
| d | Δdmp | Vdp | Si | 1) | |||
| d2 | Δd2mp | Vd2p | P0 | P6 | P5 | ||
| přes | do | max | min | max | max | max | max |
| mm | µm | ||||||
| - | 18 | 0 | -8 | 6 | 10 | 5 | 3 |
| 18 | 30 | 0 | -10 | 8 | 10 | 5 | 3 |
| 30 | 50 | 0 | -12 | 9 | 10 | 6 | 3 |
| 50 | 80 | 0 | -15 | 11 | 10 | 7 | 4 |
| 80 | 120 | 0 | -20 | 15 | 15 | 8 | 4 |
| 120 | 180 | 0 | -25 | 19 | 15 | 9 | 5 |
| 180 | 250 | 0 | -30 | 23 | 20 | 10 | 5 |
| 250 | 315 | 0 | -35 | 26 | 25 | 13 | 7 |
| 315 | 400 | 0 | -40 | 30 | 30 | 15 | 7 |
| 400 | 500 | 0 | -45 | 34 | 30 | 18 | 9 |
| 500 | 630 | 0 | -50 | 38 | 35 | 21 | 11 |
| 630 | 800 | 0 | -75 | - | 40 | 25 | 13 |
| Tělesový kroužek | ||||||
| D | ΔDmp | VDp | Se | 1) | ||
| přes | do | max | min | max | ||
| mm | µm | |||||
| 18 | 30 | 0 | -13 | 10 | Odpovídá Si hřídelového kroužku téhož ložiska |
|
| 30 | 50 | 0 | -16 | 12 | ||
| 50 | 80 | 0 | -19 | 14 | ||
| 80 | 120 | 0 | -22 | 17 | ||
| 120 | 180 | 0 | -25 | 19 | ||
| 180 | 250 | 0 | -30 | 23 | ||
| 250 | 315 | 0 | -35 | 26 | ||
| 315 | 400 | 0 | -40 | 30 | ||
| 400 | 500 | 0 | -45 | 34 | ||
| 500 | 630 | 0 | -50 | 38 | ||
| 630 | 800 | 0 | -75 | 55 | ||
| 800 | 1000 | 0 | -100 | 75 | ||
| 1000 | 1250 | 0 | -125 | - | ||
| 1250 | 1600 | 0 | -160 | - | ||
- Neplatí pro axiální soudečková ložiska
7.2.3 Vnitřní vůle ložiska
Vůle v ložisku je hodnota délky posunutí jednoho kroužku smontovaného ložiska vzhledem k druhému kroužku z jedné krajní polohy do druhé (viz Obr. 7.3). Posunutí může být v radiálním směru (radiální vůle) nebo v axiálním směru (axiální vůle).
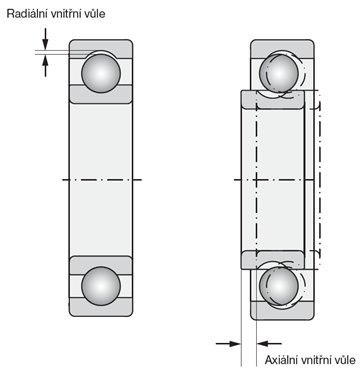
Obr. 7.3
V zabudovaném ložisku zpravidla zjistíme menší radiální vůli, než má totéž ložisko v nesmontovaném stavu. Zmenšení radiální vůle je způsobeno velikostí přesahů ložiskových kroužků na čepu a v díře tělesa a je tedy závislé na zvolené toleranci průměrů úložných ploch pro ložisko. Další změna radiální vůle, zejména její zmenšování, nastává během provozu vlivem teploty vyvolané vlastním provozem ložiska a vnějších zdrojů, ale i od pružných deformací způsobených zatížením. Směrodatný je ložiska při ustálených provozních vlivech. Malé předpětí mezi kuličkami a oběžnými drahami nemívá zpravidla škodlivý vliv.
Válečková, kuželíková soudečková ložiska mají větší tuhost, a proto mají mít malou provozní vůli, která je nutná pro bezpečný a spolehlivý chod, hlavně při těžkých provozních podmínkách. Je-li požadavek na zvláště vysokou tuhost uložení, např. u obráběcích strojů, montují se ložiska s předpětím.
Pro ložiska normálního provedení je vůle stanovena tak, aby bylo možno jeden z ložiskových kroužků uložit pevně, což je postačující pro většinu provozních poměrů v uložení. Pro zvláštní případy uložení s jinými nároky na radiální vůli se vyrábějí ložiska s různou radiální vůlí označovanou C1 až C5.
Hodnoty různých stupňů vnitřní vůle podle normy ISO 5753 jsou pro jednotlivé konstrukční skupiny ložisek uvedeny v tabulkách 7.17 až 7.23, přičemž tyto hodnoty platí pro nezamontovaná ložiska při nulovém zatížení během měření.
| Radiální vůle jednořadých kuličkových ložisek | ||||||||||||||
| Průměr díry | Radiální vůle | Jednořadá kuličková ložiska rozebíratelná typu E a BO |
Radiální vůle | |||||||||||
| d | C2 | Normální | C3 | C4 | C5 | |||||||||
| přes | do | min | max | min | max | min | max | min | max | min | max | min | max | |
| mm | µm | µm | ||||||||||||
| 2,5 | 10 | 0 | 7 | 2 | 13 | 8 | 23 | 14 | 29 | 20 | 37 | E10, E12 | 15 | 30 |
| 10 | 18 | 0 | 9 | 3 | 18 | 11 | 25 | 18 | 33 | 25 | 45 | E15 | 15 | 30 |
| 18 | 24 | 0 | 10 | 5 | 20 | 13 | 28 | 20 | 36 | 28 | 48 | BO17, E17 | 25 | 45 |
| 24 | 30 | 1 | 11 | 5 | 20 | 13 | 28 | 23 | 41 | 30 | 53 | E20 | 20 | 40 |
| 30 | 40 | 1 | 11 | 6 | 20 | 15 | 33 | 28 | 46 | 40 | 64 | |||
| 40 | 50 | 1 | 11 | 6 | 23 | 18 | 36 | 30 | 51 | 45 | 73 | |||
| 50 | 65 | 1 | 15 | 8 | 28 | 23 | 43 | 38 | 61 | 55 | 90 | |||
| 65 | 80 | 1 | 15 | 10 | 30 | 25 | 51 | 46 | 71 | 65 | 105 | |||
| 80 | 100 | 1 | 18 | 12 | 36 | 30 | 58 | 53 | 84 | 75 | 120 | |||
| 100 | 120 | 2 | 20 | 15 | 41 | 36 | 66 | 61 | 97 | 90 | 140 | |||
| 120 | 140 | 2 | 23 | 18 | 48 | 41 | 81 | 71 | 114 | 105 | 160 | |||
| 140 | 160 | 2 | 23 | 18 | 53 | 46 | 91 | 81 | 130 | 120 | 180 | |||
| 160 | 180 | 2 | 25 | 20 | 61 | 53 | 102 | 91 | 147 | 135 | 200 | |||
| 180 | 200 | 2 | 30 | 25 | 71 | 63 | 117 | 107 | 163 | 150 | 215 | |||
| 200 | 225 | 2 | 35 | 25 | 85 | 75 | 140 | 125 | 195 | 175 | 265 | |||
| 225 | 250 | 2 | 40 | 30 | 95 | 85 | 160 | 145 | 225 | 205 | 300 | |||
| 250 | 280 | 2 | 45 | 35 | 105 | 90 | 170 | 155 | 245 | 225 | 340 | |||
| 280 | 315 | 2 | 55 | 40 | 115 | 100 | 190 | 175 | 270 | 245 | 370 | |||
| 315 | 355 | 3 | 60 | 45 | 125 | 110 | 210 | 195 | 300 | 275 | 410 | |||
| 355 | 400 | 3 | 70 | 55 | 145 | 130 | 240 | 225 | 340 | 315 | 460 | |||
| 400 | 450 | 3 | 80 | 60 | 170 | 150 | 270 | 250 | 380 | 350 | 520 | |||
| 450 | 500 | 3 | 90 | 70 | 190 | 170 | 300 | 280 | 420 | 390 | 570 | |||
| 500 | 560 | 10 | 100 | 80 | 210 | 190 | 330 | 310 | 470 | 440 | 630 | |||
| 560 | 630 | 10 | 110 | 90 | 230 | 210 | 360 | 340 | 520 | 490 | 700 | |||
| 630 | 710 | 20 | 130 | 110 | 260 | 240 | 400 | 380 | 570 | 540 | 780 | |||
| 710 | 800 | 20 | 140 | 120 | 290 | 270 | 450 | 430 | 630 | 600 | 860 | |||
| 800 | 900 | 20 | 160 | 140 | 320 | 300 | 500 | 480 | 700 | 670 | 960 | |||
| 900 | 1000 | 20 | 170 | 150 | 350 | 330 | 550 | 530 | 770 | 740 | 1040 | |||
| 1000 | 1120 | 20 | 180 | 160 | 380 | 360 | 600 | 580 | 850 | 820 | 1150 | |||
| Axiální vůle dvouřadých kuličkových ložisek s kosoúhlým stykem | |||||||||
| Průměr díry | Axiální vůle | ||||||||
| d | C2 | normální | C3 | C4 | |||||
| přes | do | min | max | min | max | min | max | min | max |
| mm | µm | ||||||||
| 6 | 10 | 1 | 11 | 5 | 21 | 12 | 28 | 25 | 45 |
| 10 | 18 | 1 | 12 | 6 | 23 | 13 | 31 | 27 | 47 |
| 18 | 24 | 2 | 14 | 7 | 25 | 16 | 34 | 28 | 48 |
| 24 | 30 | 2 | 15 | 8 | 27 | 18 | 37 | 30 | 50 |
| 30 | 40 | 2 | 16 | 9 | 29 | 21 | 40 | 33 | 54 |
| 40 | 50 | 2 | 19 | 11 | 33 | 23 | 44 | 36 | 58 |
| 50 | 65 | 3 | 22 | 13 | 36 | 26 | 48 | 40 | 63 |
| 65 | 80 | 3 | 24 | 15 | 40 | 30 | 54 | 46 | 71 |
| 80 | 100 | 3 | 26 | 18 | 46 | 35 | 63 | - | - |
| 100 | 110 | 4 | 30 | 22 | 53 | 42 | 73 | - | - |
| Radiální vůle dvouřadých naklápěcích kuličkových ložisek | |||||||||||||||||||||
| Průměr díry | Válcová díra | Kuželová | |||||||||||||||||||
| Radiální vůle | Radiální | vůle | |||||||||||||||||||
| d | C2 | normální | C3 | C4 | C5 | C2 | normální | C3 | C4 | C5 | |||||||||||
| přes | do | min | max | min | max | min | max | min | max | min | max | min | max | min | max | min | max | min | max | min | max |
| mm | μm | μm | |||||||||||||||||||
| 2,5 | 6 | 1 | 8 | 5 | 15 | 10 | 20 | 15 | 25 | 21 | 33 | - | - | - | - | - | - | - | - | - | - |
| 6 | 10 | 2 | 9 | 6 | 17 | 12 | 25 | 19 | 33 | 27 | 42 | - | - | - | - | - | - | - | - | - | - |
| 10 | 14 | 2 | 10 | 6 | 19 | 13 | 26 | 21 | 35 | 30 | 48 | - | - | - | - | - | - | - | - | - | - |
| 14 | 18 | 3 | 12 | 8 | 21 | 15 | 28 | 23 | 37 | 32 | 50 | - | - | - | - | - | - | - | - | - | - |
| 18 | 24 | 4 | 14 | 10 | 23 | 18 | 30 | 25 | 39 | 34 | 52 | 7 | 17 | 13 | 26 | 20 | 33 | 28 | 42 | 37 | 55 |
| 24 | 30 | 5 | 16 | 11 | 24 | 19 | 35 | 29 | 46 | 40 | 58 | 9 | 20 | 15 | 28 | 23 | 39 | 33 | 50 | 44 | 62 |
| 30 | 40 | 6 | 18 | 13 | 29 | 23 | 40 | 34 | 53 | 46 | 66 | 12 | 24 | 19 | 35 | 29 | 46 | 40 | 59 | 52 | 72 |
| 40 | 50 | 6 | 19 | 14 | 31 | 25 | 44 | 37 | 57 | 50 | 71 | 14 | 27 | 22 | 39 | 33 | 52 | 45 | 65 | 58 | 79 |
| 50 | 65 | 7 | 21 | 16 | 36 | 30 | 50 | 45 | 69 | 62 | 88 | 18 | 32 | 27 | 47 | 41 | 61 | 56 | 80 | 73 | 99 |
| 65 | 80 | 8 | 24 | 18 | 40 | 35 | 60 | 54 | 83 | 76 | 108 | 23 | 39 | 35 | 57 | 50 | 75 | 69 | 98 | 91 | 123 |
| 80 | 100 | 9 | 27 | 22 | 48 | 42 | 70 | 64 | 96 | 89 | 124 | 29 | 47 | 42 | 68 | 62 | 90 | 84 | 116 | 109 | 144 |
| 100 | 120 | 10 | 31 | 25 | 56 | 50 | 83 | 75 | 114 | 105 | 145 | 35 | 56 | 50 | 81 | 75 | 108 | 100 | 139 | 130 | 170 |
| 120 | 140 | 10 | 38 | 30 | 68 | 60 | 100 | 90 | 135 | 125 | 175 | - | - | - | - | - | - | - | - | - | - |
| 140 | 160 | 15 | 44 | 35 | 80 | 70 | 120 | 110 | 161 | 150 | 210 | - | - | - | - | - | - | - | - | - | - |
| Radiální vůle jednořadých válečkových ložisek | |||||||||||
| Průměr díry | Radiální vůle | ||||||||||
| d | C2 | normální | C3 | C4 | C5 | ||||||
| přes | do | min | max | min | max | min | max | min | max | min | max |
| mm | µm | ||||||||||
| 10 | 24 | 0 | 25 | 20 | 45 | 35 | 60 | 50 | 75 | 65 | 90 |
| 24 | 30 | 0 | 25 | 20 | 45 | 35 | 60 | 50 | 75 | 70 | 95 |
| 30 | 40 | 5 | 30 | 25 | 50 | 45 | 70 | 60 | 85 | 80 | 105 |
| 40 | 50 | 5 | 35 | 30 | 60 | 50 | 80 | 70 | 100 | 95 | 125 |
| 50 | 65 | 10 | 40 | 40 | 70 | 60 | 90 | 80 | 110 | 110 | 140 |
| 65 | 80 | 10 | 45 | 40 | 75 | 65 | 100 | 90 | 125 | 130 | 165 |
| 80 | 100 | 15 | 50 | 50 | 85 | 75 | 110 | 105 | 140 | 155 | 190 |
| 100 | 120 | 15 | 55 | 50 | 90 | 85 | 125 | 125 | 165 | 180 | 220 |
| 120 | 140 | 15 | 60 | 60 | 105 | 100 | 145 | 145 | 190 | 200 | 245 |
| 140 | 160 | 20 | 70 | 70 | 120 | 115 | 165 | 165 | 215 | 225 | 275 |
| 160 | 180 | 25 | 75 | 75 | 125 | 120 | 170 | 170 | 220 | 250 | 300 |
| 180 | 200 | 35 | 90 | 90 | 145 | 140 | 195 | 195 | 250 | 275 | 330 |
| 200 | 225 | 45 | 105 | 105 | 165 | 160 | 220 | 220 | 280 | 305 | 365 |
| 225 | 250 | 45 | 110 | 110 | 175 | 170 | 235 | 235 | 300 | 330 | 395 |
| 250 | 280 | 55 | 125 | 125 | 195 | 190 | 260 | 260 | 330 | 370 | 440 |
| 280 | 315 | 55 | 130 | 130 | 205 | 200 | 275 | 275 | 350 | 410 | 485 |
| 315 | 355 | 65 | 145 | 145 | 225 | 225 | 305 | 305 | 385 | 455 | 535 |
| 355 | 400 | 100 | 190 | 190 | 280 | 280 | 370 | 370 | 460 | 510 | 600 |
| 400 | 450 | 110 | 210 | 210 | 310 | 310 | 410 | 410 | 510 | 565 | 665 |
| 450 | 500 | 110 | 220 | 220 | 330 | 330 | 440 | 440 | 550 | 625 | 735 |
| 500 | 560 | 120 | 240 | 240 | 360 | 360 | 480 | 480 | 600 | 695 | 815 |
| 560 | 630 | 140 | 260 | 260 | 380 | 380 | 500 | 500 | 620 | 780 | 900 |
| 630 | 710 | 145 | 285 | 285 | 425 | 425 | 565 | 565 | 705 | 870 | 1010 |
| 710 | 800 | 150 | 310 | 310 | 470 | 470 | 630 | 630 | 790 | 980 | 1140 |
| 800 | 900 | 180 | 350 | 350 | 520 | 520 | 690 | 690 | 860 | 1100 | 1270 |
| 900 | 1000 | 200 | 390 | 390 | 580 | 580 | 770 | 770 | 960 | 1220 | 1410 |
| 1000 | 1120 | 220 | 430 | 430 | 640 | 640 | 850 | 850 | 1060 | 1360 | 1570 |
| 1120 | 1250 | 230 | 470 | 470 | 710 | 710 | 950 | 950 | 1190 | 1520 | 1760 |
| Radiální vůle dvouřadých válečkových ložisek s kuželovou dírou | |||||
| Ložiska s nezaměnitelnými kroužky, určená pro pracovní vřetena obráběcích strojů | |||||
| Průměr díry | Radiální vůle | ||||
| d | C1NA | C2NA | |||
| přes | do | min | max | min | max |
| mm | µm | ||||
| 24 | 30 | 15 | 25 | 25 | 35 |
| 30 | 40 | 15 | 25 | 25 | 40 |
| 40 | 50 | 17 | 30 | 30 | 45 |
| 50 | 65 | 20 | 35 | 35 | 50 |
| 65 | 80 | 25 | 40 | 40 | 60 |
| 80 | 100 | 35 | 55 | 45 | 70 |
| 100 | 120 | 40 | 60 | 50 | 80 |
| 120 | 140 | 45 | 70 | 60 | 90 |
| 140 | 160 | 50 | 75 | 65 | 100 |
| 160 | 180 | 55 | 85 | 75 | 110 |
| 180 | 200 | 60 | 90 | 80 | 120 |
| 200 | 225 | 60 | 95 | 90 | 135 |
| 225 | 250 | 65 | 100 | 100 | 150 |
| 250 | 280 | 75 | 110 | 110 | 165 |
| 280 | 315 | 80 | 120 | 120 | 180 |
| 315 | 355 | 90 | 135 | 135 | 200 |
| 355 | 400 | 100 | 150 | 150 | 225 |
| 400 | 450 | 110 | 170 | 170 | 255 |
| 450 | 500 | 120 | 190 | 190 | 285 |
| 500 | 560 | 130 | 210 | 210 | 315 |
| 560 | 630 | 140 | 230 | 230 | 345 |
| 630 | 710 | 160 | 260 | 260 | 390 |
| 710 | 800 | 180 | 290 | 290 | 435 |
| 800 | 900 | 200 | 320 | 320 | 480 |
| 900 | 1000 | - | - | 355 | 540 |
| Radiální vůle jednořadých jehlových ložisek bez klece se zaměnitelnými kroužky | |||||
| Průměr díry | Radiální vůle | ||||
| d | normální | C3 | |||
| přes | do | min | max | min | max |
| mm | µm | ||||
| 10 | 14 | 10 | 50 | 25 | 70 |
| 14 | 18 | 15 | 55 | 35 | 75 |
| 18 | 24 | 25 | 65 | 40 | 80 |
| 24 | 30 | 30 | 65 | 50 | 80 |
| 30 | 40 | 40 | 75 | 60 | 95 |
| 40 | 50 | 40 | 85 | 65 | 100 |
| 50 | 65 | 45 | 90 | 70 | 120 |
| 65 | 80 | 50 | 110 | 75 | 135 |
| 80 | 100 | 60 | 115 | 95 | 150 |
| 100 | 120 | 70 | 125 | 115 | 70 |
| 120 | 140 | 80 | 155 | 130 | 205 |
| 140 | 160 | 80 | 160 | 140 | 210 |
| Radiální vůle dvouřadých soudečkových ložisek | |||||||||||
| Průměr díry | Válcová díra | ||||||||||
| Radiální vůle | |||||||||||
| d | C2 | normální | C3 | C4 | C5 | ||||||
| přes | do | min | max | min | max | min | max | min | max | min | max |
| mm | µm | ||||||||||
| 30 | 40 | 15 | 30 | 30 | 45 | 45 | 60 | 60 | 80 | 80 | 100 |
| 40 | 50 | 20 | 35 | 35 | 55 | 55 | 75 | 75 | 100 | 100 | 125 |
| 50 | 65 | 20 | 40 | 40 | 65 | 65 | 90 | 90 | 120 | 120 | 150 |
| 65 | 80 | 30 | 50 | 50 | 80 | 80 | 110 | 110 | 145 | 145 | 180 |
| 80 | 100 | 35 | 60 | 60 | 100 | 100 | 135 | 135 | 180 | 180 | 225 |
| 100 | 120 | 40 | 75 | 75 | 120 | 120 | 160 | 160 | 210 | 210 | 260 |
| 120 | 140 | 50 | 95 | 95 | 145 | 145 | 190 | 190 | 240 | 240 | 300 |
| 140 | 160 | 60 | 110 | 110 | 170 | 170 | 220 | 220 | 280 | 280 | 350 |
| 160 | 180 | 65 | 120 | 120 | 180 | 180 | 240 | 240 | 310 | 310 | 390 |
| 180 | 200 | 70 | 130 | 130 | 200 | 200 | 260 | 260 | 340 | 340 | 430 |
| 200 | 225 | 80 | 140 | 140 | 220 | 220 | 290 | 290 | 380 | 380 | 470 |
| 225 | 250 | 90 | 150 | 150 | 240 | 240 | 320 | 320 | 420 | 420 | 520 |
| 250 | 280 | 100 | 170 | 170 | 260 | 260 | 350 | 350 | 460 | 460 | 570 |
| 280 | 315 | 110 | 190 | 190 | 280 | 280 | 370 | 370 | 500 | 500 | 630 |
| 315 | 355 | 120 | 200 | 200 | 310 | 310 | 410 | 410 | 550 | 550 | 690 |
| 355 | 400 | 130 | 220 | 220 | 340 | 340 | 450 | 450 | 600 | 600 | 760 |
| 400 | 450 | 140 | 240 | 240 | 370 | 370 | 500 | 500 | 660 | 660 | 820 |
| 450 | 500 | 140 | 260 | 260 | 410 | 410 | 550 | 550 | 720 | 720 | 900 |
| 500 | 560 | 150 | 280 | 280 | 440 | 440 | 600 | 600 | 780 | 780 | 1000 |
| 560 | 630 | 170 | 310 | 310 | 480 | 480 | 650 | 650 | 850 | 850 | 1100 |
| 630 | 710 | 190 | 350 | 350 | 530 | 530 | 700 | 700 | 920 | 920 | 1190 |
| 710 | 800 | 210 | 390 | 390 | 580 | 580 | 770 | 770 | 1010 | 1010 | 1300 |
| 800 | 900 | 230 | 430 | 430 | 650 | 650 | 860 | 860 | 1120 | 1120 | 1440 |
| 900 | 1000 | 260 | 480 | 480 | 710 | 710 | 930 | 930 | 1220 | 1220 | 1570 |
| 1000 | 1120 | 290 | 530 | 530 | 780 | 780 | 1020 | 1020 | 1330 | 1330 | 1720 |
| Radiální vůle dvouřadých soudečkových ložisek | |||||||||||
| Průměr díry | Kuželová díra | ||||||||||
| Radiální vůle | |||||||||||
| d | C2 | normální | C3 | C4 | C5 | ||||||
| přes | do | min | max | min | max | min | max | min | max | min | max |
| mm | µm | ||||||||||
| 30 | 40 | 25 | 35 | 35 | 50 | 50 | 65 | 65 | 85 | 85 | 105 |
| 40 | 50 | 30 | 45 | 45 | 60 | 60 | 80 | 80 | 100 | 100 | 130 |
| 50 | 65 | 40 | 55 | 55 | 75 | 75 | 95 | 95 | 120 | 120 | 160 |
| 65 | 80 | 50 | 70 | 70 | 95 | 95 | 120 | 120 | 150 | 150 | 200 |
| 80 | 100 | 55 | 80 | 80 | 110 | 110 | 140 | 140 | 180 | 180 | 230 |
| 100 | 120 | 65 | 100 | 100 | 135 | 135 | 170 | 170 | 220 | 220 | 280 |
| 120 | 140 | 80 | 120 | 120 | 160 | 160 | 200 | 200 | 260 | 260 | 330 |
| 140 | 160 | 90 | 130 | 130 | 180 | 180 | 230 | 230 | 300 | 300 | 380 |
| 160 | 180 | 100 | 140 | 140 | 200 | 200 | 260 | 260 | 340 | 340 | 430 |
| 180 | 200 | 110 | 160 | 160 | 220 | 220 | 290 | 290 | 370 | 370 | 470 |
| 200 | 225 | 120 | 180 | 180 | 250 | 250 | 320 | 320 | 410 | 410 | 520 |
| 225 | 250 | 140 | 200 | 200 | 270 | 270 | 350 | 350 | 450 | 450 | 570 |
| 250 | 280 | 150 | 220 | 220 | 300 | 300 | 390 | 390 | 490 | 490 | 620 |
| 280 | 315 | 170 | 240 | 240 | 330 | 330 | 430 | 430 | 540 | 540 | 680 |
| 315 | 355 | 190 | 270 | 270 | 360 | 360 | 470 | 470 | 590 | 590 | 740 |
| 355 | 400 | 210 | 300 | 300 | 400 | 400 | 520 | 520 | 650 | 650 | 820 |
| 400 | 450 | 230 | 330 | 330 | 440 | 440 | 570 | 570 | 720 | 720 | 910 |
| 450 | 500 | 260 | 370 | 370 | 490 | 490 | 630 | 630 | 790 | 790 | 1000 |
| 500 | 560 | 290 | 410 | 410 | 540 | 540 | 680 | 680 | 870 | 870 | 1100 |
| 560 | 630 | 320 | 460 | 460 | 600 | 600 | 760 | 760 | 980 | 980 | 1230 |
| 630 | 710 | 350 | 510 | 510 | 670 | 670 | 850 | 850 | 1090 | 1090 | 1360 |
| 710 | 800 | 390 | 570 | 570 | 750 | 750 | 960 | 960 | 1220 | 1220 | 1500 |
| 800 | 900 | 440 | 640 | 640 | 840 | 840 | 1070 | 1070 | 1370 | 1370 | 1690 |
| 900 | 1000 | 490 | 710 | 710 | 930 | 930 | 1190 | 1190 | 1520 | 1520 | 1860 |
| 1000 | 1120 | 530 | 770 | 770 | 1030 | 1030 | 1300 | 1300 | 1670 | 1670 | 2050 |
Pro dvouřadá kuličková ložiska s kosoúhlým stykem se místo radiální vůle uvádí axiální vůle měřená při axiálním zatížení 100 N.
Při volbě vůle odlišné od normální je třeba postupovat opatrně a zvážit vliv provozních podmínek za ustáleného stavu. Radiální vůle menší než normální se volí poměrně zřídka, např. u válečkových ložisek pro vřetena obráběcích strojů. Častěji se vyskytují případy, kdy je třeba volit ložiska s radiální vůlí větší než normální. Je to zejména při překročení mezních otáček, při vyšším teplotním spádu mezi vnitřním a vnějším kroužkem a konečně pro zvýšení axiální zatížitelnosti jednořadých kuličkových ložisek. U těchto ložisek se zvýší axiální zatížitelnost při vůli C3 asi o 10% a při vůli C4 asi o 20% při normálních podmínkách.
Je pochopitelné, že nejen příliš malá, ale i příliš velká radiální vůle má škodlivý vliv na chod a trvanlivost valivého ložiska. Ze zkušenosti je známo, že valivému ložisku škodí více malá radiální vůle než velká. Jsou-li provozní tepelné poměry v ložisku nejasné, je bezpečnější volit poněkud větší radiální vůli, která se může v krajním případě projevit v malém zmenšení trvanlivosti ložiska, jež je zanedbatelné.
Jednořadá kuličková ložiska s kosoúhlým stykem a jednořadá kuželíková ložiska jsou
obvykle montována ve dvojicích, u kterých se radiální či axiální vůle nebo předpětí nastavuje při montáži. S výhodou lze využít vlastností tzv. sdružených ložisek, u kterých je výsledná axiální vůle nastavena již u výrobce ložisek.
Závislost radiální vůle a axiální vůle u některých druhů ložisek vyplývá z tabulky 7.24.
| Závislost radiální vůle Vr a axiální vůle Va | |
| Typ ložiska | Va/Vr |
| Jednořadá kuličková ložiska | - |
| Dvouřadá kuličková ložiska s kosoúhlým stykem, typ 32, 33 | 1,4 |
| Naklápěcí kuličková ložiska | 1,5/e |
| Kuželíková ložiska | |
| Soudečková ložiska | |
Na obrázku 7.4 je uvedený informativní diagram závislosti radiální a axiální vůle v ložisku platný pro jednořadá kuličková ložiska.
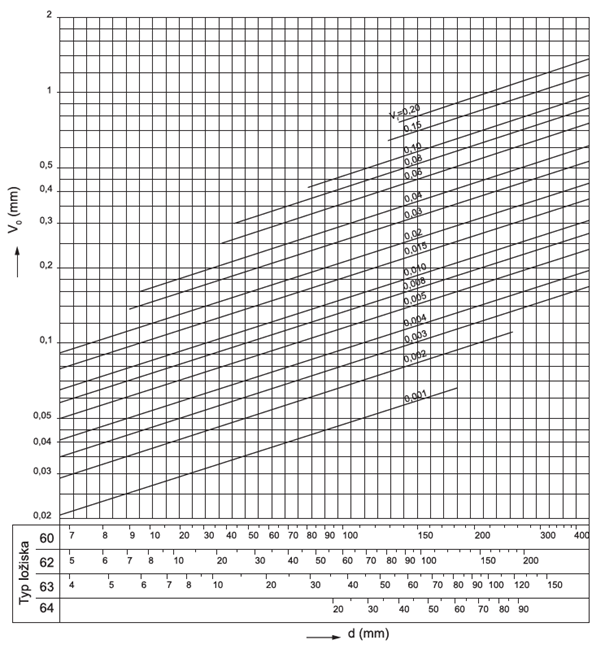
Obr. 7.4
7.3 Materiály valivých ložisek
7.3.1 Materiály ložiskových kroužků a valivých těles
Pro uložení, kde je nebezpečí poškození v oblasti valivého styku průchodem elektrického proudu, je možné dodávat ložiska s keramickým izolačním povlakem vnějšího kroužku.
V případě zvláštních požadavků na materiál, konstrukci nebo použití ložisek podá informace technicko - konzultační středisko ZKL.
Polotovary
Polotovar pro výrobu kroužků valivých ložisek a valivých těles musí kromě ekonomického hlediska splňovat i technologické požadavky s ohledem na vhodný průběh vláken a správné rozmístění karbidických fází. Jak z ekonomického hlediska, tak i výhodným průběhem vláken je nejvýhodnější použití polotovaru trubky, který je za studena rozválcován do hotového stavu před tepelným zpracováním. Tímto způsobem je vyráběna většina sortimentu ložisek se zvýšenou základní trvanlivostí označených „NEW FORCE“.Prokalitelné ocele
Většina standardně vyráběných valivých ložisek ZKL je vyráběna z prokalitelných ocelí určených pro výrobu valivých ložisek. Jedná se o uhlíko – chromové ocele s obsahem přibližně 1% uhlíku a 1,5% chromu podle mezinárodní normy ISO 683-17 „Ocele pro tepelné zpracování, ocele legované a ocele automatové, část 17: Ocele na valivá ložiska“. Materiál má po tepelném zpracování stejnou strukturu a tvrdost v celém průřezu součásti. Po provedeném martenzitickém nebo bainitickém kalení a následném popuštění je tvrdost hotových povrchů 58 až 65 HRC.V závislosti na typu je pro standardní valivá ložiska ZKL doporučená nejvyšší provozní teplota 120°C až 200°C. Maximální teplota použití ložisek závisí na tepelném zpracování ložiskových součástí. Pro provoz za teplot do 250°C se ložiskové součásti mohou stabilizovat zvláštním postupem tepelného zpracování. V případě tepelné stabilizace pro provoz za vyšších teplot již dochází k výraznému snižování tvrdosti součástí a tím i dynamické únosnosti ložisek. V případě požadavku na provoz dlouhodobě nad hranicí 250°C proto doporučujeme ložiska z vysoce legovaných ocelí, určených pro vysoké teploty.
Cementační ocele
Ložiskové součásti mají po nasycení uhlíkem a zakalení tvrdý povrch a současně houževnaté jádro. Používají se pro výrobu ložisek, která jsou zatížená velkými rázy, uložení s velkým přesahem, případně pro uložení s možností znečištěného mazání.Korozivzdorné ocele
Tyto oceli se používají pro ložiska určená pro provoz v oxidačním prostředí, například pro leteckou techniku nebo potravinářský průmysl.Ocele pro vysoké teploty
Tyto materiály jsou používány pro ložiska pracující trvale za teplot vyšších než 250°C při zachování tvrdosti a standardních provozních vlastností, například v leteckých motorech.Ocele pro povrchové kalení
Tyto oceli nabízí výhodnou kombinaci kalené tvrdé oběžné dráhy s houževnatým jádrem průřezu. Využívají se především u velkorozměrných ložisek, nebo ložisek s upínacími přírubami, které jsou součástí ložiskových kroužků7.3.2 Materiály pro výrobu klecí
Materiály používané pro výrobu klecí musí mít jako základní vlastnost dobrou otěruvzdornost, kluzné vlastnosti spolu s dostatečnou houževnatostí.
Ocelové klece lisované
Lisují se z nízkouhlíkových ocelí, které zaručují přesnost tvaru hotové klece a dostatečnou houževnatost. Pro zlepšení kluzných vlastností a otěruvzdornosti se povrch lisovaných klecí chemickotepelně upravuje. Vyhovují běžnému teplotnímu režimu provozu ložisek do 300°C.Lisované klece se vyrábějí u menších velikostí ložisek i z mosazného plechu.
Masívní mosazné klece
Jsou vyráběny frézováním z předkovaných nebo odstředivě litých polotovarů. Provozní teplota by neměla překročit 250°C.Ocelové klece masívní
Jsou v odůvodněných případech alternativou k mosazným masívním klecím. Provozní teplota může být do 300°C. Povrch klece může být chemickotepelně upraven.7.3.3 Ostatní materiály
Polymery
Polymery zpravidla z polyamidu 66 zesíleného skelnými vlákny jsou používány zejména pro výrobu klecí a vodících kroužků klecí soudečkových dvouřadých ložisek konstrukce CJ. Teplota provozu těchto součástí by při použití běžných maziv neměla dlouhodobě překročit 120°C, krátkodobě (do 10 hodin) 150°C a špičkově (do 20 minut) 170°C. Použitelnost ložisek s polyamidovými součástmi při nízkých teplotách je vzhledem ke ztrátě pružnosti polyamidu do teplot -40°C.Keramické materiály
Používají se především k zamezení poškození ložisek průchodem elektrického proudu, a to buď ve formě termicky nanesených povlaků na povrchu vnějšího, nebo vnitřního kroužku, případně použitím keramických valivých těles. Použití valivých těles z keramického materiálu má své opodstatnění i u vysokootáčkových speciálních ložisek.Ostatní
Matriály kontaktních těsnění jsou voleny tak, aby jejich tepelná a degradační odolnost vyhovovala zvolenému použití.7.4 Klece
Klec ve valivém ložisku plní následující úlohy. Rozděluje valivá tělesa rovnoměrně po obvodu a zabraňuje jejich vzájemnému styku a tím se snižuje tření v ložisku. Brání prokluzu valivých tělísek v ložisku a brání vypadnutí valivých těles z rozebíratelných ložisek při jejich montáži.
Z hlediska konstrukce a materiálů se klece dělí na lisované (obr. 7.5) a masivní (obr. 7.6).
Lisované klece se vyrábějí převážně lisováním z ocelového nebo mosazného plechu a většinou se požívají v rozměrově menších až středních ložiscích. Jejich předností oproti masivním klecím je menší hmotnost.
Masivní klece se vyrábějí z oceli, mosazi, bronzu, lehkých kovů nebo z plastů v různém konstrukčním provedení. Kovové materiály klecí se uplatňují v případech, když jsou na pevnost klece kladeny zvýšené nároky a ložisko je určeno pro vyšší provozní teploty. Klece jsou v ložisku radiálně vedeny na valivých tělesech, což je nejrozšířenější způsob, nebo na nákružku jednoho z ložiskových kroužků (obr. 7.7).
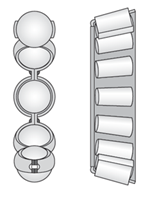 Obr. 7.5 |
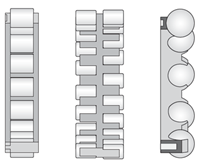 Obr. 7.6 |
 Obr. 7.7 |
Masivní polymerové klece se vyrábějí vstřikováním. Technologie vstřikování umožňuje vyrobit tvary klecí, jež umožňují navrhovat ložiska s vysokou únosností. Pružnost a nízká hmotnost polyamidu se příznivě uplatňuje i při rázovém namáhání ložisek, vysokém zrychlení a zpomalení. Polyamidové klece se vyznačují dobrými kluznými vlastnostmi. Při mazání ložisek olejem mohou aditiva obsažená v oleji negativně ovlivnit životnost klece.
Klece z fenologické pryskyřice jsou lehké, nejsou ale vhodné pro vysoké teploty. Dobře však odolávají odstředivým silám. Jsou standardně používány v přesných kuličkových ložiscích s kosoúhlým stykem.
Čepové klece se vyrábí z oceli, podmínkou je použití provrtaných valivých těles (obr. 7.8). Čepové klece jsou používány především u velkorozměrových ložisek
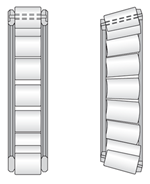
Obr. 7.8
Ložiska bez klece tj. s plným počtem valivých těles, se používají zřídka a to pouze pro některé typy ložisek, např. jednořadá válečková ložiska.
V textech k jednotlivým konstrukčním skupinám ložisek je v oddílu věnovaném klecím vždy uveden přehled klecí vyráběných v základním provedení a možnosti dodávek ložisek s klecí v odlišném provedení.
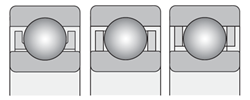
7.5 Kryty a těsnění
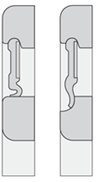
Ložiska s kryty na jedné nebo na obou stranách se vyrábějí s krycími plechy (Z, 2Z, ZR, 2ZR – obr. 7.9) nebo s kontaktním těsněním (RS, 2RS, RSR, 2RSR – obr. 7.10). Krycí plechy vytvářejí bezdotykové těsnění. V provedení Z a 2Z je osazení pro krycí plech na vnitřním kroužku, v provedení ZR a 2ZR přiléhá krycí plech na hladký nákružek vnitřního kroužku ložiska.
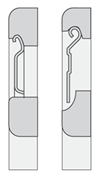 Obr. 7.9 |
 Obr. 7.10 |
Těsnění tvoří těsnící kroužky z nitrilové pryže navulkanizované na kovových výztuhách, které vytvářejí účinné dotykové těsnění v provedení se zaobleným osazením na vnitřním kroužku (RS, 2RS) nebo v provedení s dotykem na hladký nákružek vnitřního kroužku (RSR, 2RSR).
Kryty a těsnící kroužky jsou upevněny v zápichu vnějšího kroužku a nejsou odnímatelné.
Ložiska v základním provedení jsou plněna kvalitním plastickým mazivem s teplotním rozsahem od -30°C do + 100°C, krátkodobě až do + 120°C. Náplň plastického maziva zabezpečuje mazání zpravidla po celou dobu trvanlivosti ložiska při normálních provozních podmínkách. Ložiska v tomto provedení není možno domazávat.
7.6 Označování valivých ložisek
Ložisko je určeno základním označením a jeho rozšířením vyjadřujícím jeho odlišnost od ložiska v základním provedení. Označování ložisek je tvořeno z číslicových a písmenných znaků, které určují typ, velikost a provedení ložiska. Přehled značek a jejich pořadí vyplývá ze schématu na obrázku 7.11.
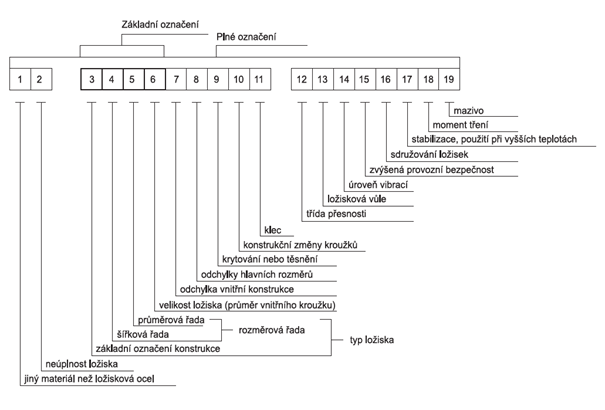
Obr. 7.11
7.6.1 Základní provedení ložiska
Ložiska s průměrem díry d < 10 mm:
Číslice oddělené zlomkovou čárou resp. poslední číslice udává přímo jmenovitý rozměr díry v mm, např. 619/2, 624.Ložiska s průměrem díry d = 10 až 17 mm:
dvojčíslo 00 značí díru d = 10 mm, např. 620001 d = 12 mm, např. 51101
02 d = 15 mm, např. 3202
03 d = 17 mm, např. 6303
Výjimku v označování tvoří jednořadá kuličková ložiska rozebíratelného typu E a BO, kde dvojčíslo udává přímo průměr díry v mm, např. E17.
Ložiska s průměrem díry d = 20 mm až 480 mm:
Průměr díry je pětinásobkem posledního dvojčíslí, např. ložisko 1320 má průměr díry d = 20 x 5 = 100 mm.Výjimku tvoří ložiska s dírou d = 22, 28 a 32 mm, u kterých dvojčíslo oddělené zlomkovou čarou udává přímo průměr díry v mm, např. 320/32AX, a některé typy ložisek, jako např. rozebíratelná jednořadá kuličková ložiska typu E a jednořadá válečková ložiska typu NG, u kterých dvojčíslí, resp. trojčíslí udává přímo průměr díry v mm, např.: E20, NG160.
Ložiska s průměrem díry d > 500 mm:
Poslední trojčíslí, resp. čtyřčíslí, oddělené zlomkovou čárou, udává přímo průměr díry v mm, např. 230/530M, NU29/1060.7.6.2 Úplné označení ložisek
Význam doplňkových znaků
V následující části je uveden v souladu s úplným označováním přehled a význam požívaných doplňkových znaků. Číslo v závorce uváděné u jednotlivých skupin odpovídá číslu pozice ve schématu. Schéma také uvádí pozice v úplném označení ložiska, které se oddělují mezerou. Ostatní značky se píší dohromady bez mezery. Značky rozšíření označení, které začínají číslicí, se od základního označení oddělují pomlčkou, např. 6305-2Z.Význam doplňkových znaků pro konstrukční odlišnosti u různých druhů ložisek je popsán v příslušných kapitolách tabulkové části katalogu.
Doplňkové znaky před základním označením
Jiný materiál než běžná ocel na valivá ložiska (1)
C – valivá tělesa z keramiky, např. C B7006CTAHSS – rychlořezné oceli, např. HSS 6215
X – korozivzdorné oceli, např. X 623
T – cementační oceli, např. T 32240
Neúplnost ložiska (2)
R – rozebíratelné ložisko bez odebíratelného kroužku, např. R NU206 nebo R N310
E – samostatný hřídelový kroužek axiálního kuličkového ložiska, např. E 51314
W – samostatný tělesový kroužek axiálního kuličkového ložiska, např. W 51414
K – klec s valivými tělesy, např. K NU320
Doplňkové znaky za základním označením
Odlišnost vnitřní konstrukce (7)
A – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 25°,např. B7205ATB P5
– jednořadá kuželíková ložiska s vyšší únosností a vyšší mezní frekvencí otáček, např. 30206A
– axiální kuličková ložiska s vyšší mezní frekvencí otáček, např. 51105A
AA – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 26°,
např. B7210AATB P5
B – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 40°,
např. 7304B
– jednořadá kuželíková ložiska se stykovým úhlem α > 17° např. 32315B
BE – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 40°,
v novém konstrukčním provedení, např. 7310BETNG
C – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 15°,
např. 7220CTB P4
– dvouřadá soudečková ložisko v novém konstrukčním provedení, např. 22216C
CA – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 12°,
např. B7202CATB P5
CB – jednořadá kuličková ložiska s kosoúhlým stykem, se stykovým úhlem α = 10°,
např. B7206CBTB P4
D – jednořadá kuličková ložisko typu 160 s vyšší únosností, např. 16004D
E – jednořadá válečková ložiska s vyšší únosností, např. NU209E
– dvouřadá soudečková ložiska s vyšší únosností, např. 22215E
– axiální soudečková ložiska s vyšší únosností, např. 29416E
Odlišnost hlavních rozměrů (8)
Kryty (9)
-2RS – těsnění na obou stranách, např. 6204-2RS
RSN – těsnění na jedné straně a drážka pro pojistný kroužek na vnějším kroužku na opačné straně než je těsnění, např. 6306-RSN
RSNB –těsnění na jedné straně a drážka pro pojistný kroužek na vnějším kroužku na stejné straně jako těsnění, např. 6210-RSNB
-2RSN – těsnění na obou stranách a drážka pro pojistný kroužek na vnějším kroužku,
např. 6310-2RSN
RSR – těsnění na jedné straně přiléhající na hladký nákružek vnitřního kroužku,
např. 624-RSR
-2RSR –těsnění na obou stranách přiléhající na hladký nákružek vnitřního kroužku,
např. 608-2RSR
Z – krycí plech na jedné straně, např. 6206-Z
-2Z – krycí plech na obou stranách, např. 6304-2Z
ZN – krycí plech na jedné straně a drážka pro pojistný kroužek na vnějším kroužku na opačné straně, než je krycí plech, např. 6208-ZN
ZNB – krycí plech na jedné straně a drážka pro pojistný kroužek na vnějším kroužku na stejné straně, jako je krycí plech, např. 6306-ZNB
-2ZN – krycí plechy na obou stranách a drážka pro pojistný kroužek na vnějším kroužku,
např. 6208-2ZN
ZR – krycí plech na jedné straně přiléhající na hladký nákružek vnitřního kroužku,
např. 608-ZR
-2ZR – krycí plechy na obou stranách přiléhající na hladké nákružky vnitřních kroužků,
např. 608-2ZR
Konstrukční změna ložiskových kroužků (10)
K30 – kuželová díra, kuželovitost 1:30, např. 24064K30M
N – drážka pro pojistný kroužek na vnějším kroužku, např. 6308N
NR – drážka pro pojistný kroužek na vnějším kroužku a vložený pojistný kroužek,
např. 6310NR
NX – drážka pro pojistný kroužek na vnějším kroužku, jejíž rozměry neodpovídají ČSN 02 4605, např. 6210NX
D – dělený vnitřní kroužek, např. 3309D
W33 – drážka a mazací otvory na obvodě vnějšího kroužku, např. 23148W33M
O – mazací drážky na zaoblení vnějšího kroužku ložiska, např. NU1014O
Klec (11)
J – klec lisovaná z ocelového plechu, vedená na valivých tělesech, např. 6034J
J2 – klec lisovaná z ocelového plechu, vedená na valivých tělesech. Nové konstrukční provedení jednořadých kuželíkových ložisek, např. 30206AJ2
Y – klec lisovaná z mosazného plechu, vedená na valivých tělesech, např. 6001Y
F – masivní klec z oceli, vedená na valivých tělesech, např. 6418F
L – masivní klec z lehkého kovu, vedená na valivých tělesech, např. NG180L C3S0
M – masivní klec z mosazi nebo bronzu, vedená na valivých tělesech, např. NU330M
T – masivní klec z textitu, vedená na valivých tělesech, např. 6005T
TN – masivní klec z polyamidu nebo obdobného plastu, vedená na valivých tělesech,
např. 6207TN
TNG – masivní klec z polyamidu nebo z obdobného plastu zesílená skelnými vlákny, vedená na valivých tělesech, např. 2305TNG
Provedení klece (uvedené znaky se vždy používají ve spojení se znaky materiálu klece).
A – klec vedená na vnějším kroužku, např. NU226MA
B – klec vedená na vnitřním kroužku, např. B7204CATB P5
P – klec masivní okénková, např. NU1060MAP
H – klec otevřená jednodílná, např. 629TNH
S – klec s mazacími drážkami, např. NJ418MAS
R – klec postříbřená, např. 6210MAR
V – ložisko bez klece s plným počtem valivých těles, např. NU209V
Stupeň přesnosti (12)
P0 – normální stupeň přesnosti (neoznačuje se), např. 6204P6 – vyšší stupeň přesnosti jako normální, např. 6322 P6
P5 – vyšší stupeň přesnosti jako P6, např. 6201 P5
P5A – v některých parametrech vyšší stupeň přesnosti jako P5, např. 6006TB P5A
P4 – vyšší stupeň přesnosti jako P5, např. B7204CBTB P4
P4A – v některých parametrech vyšší stupeň přesnosti jako P4, např. B7205CATB P4A
P2 – vyšší stupeň přesnosti jako P4, např. B7200CBTB P2
P6E – vyšší stupeň přesnosti pro elektrické stroje točivé, např. 6204 P6E
P6X – vyšší stupeň přesnosti pro jednořadá kuželíková ložiska, např. 30210A P6X
SP – vyšší stupeň přesnosti pro válečková ložiska s kuželovou dírou,
např. NN3022K SPC2NA
UP – vyšší stupeň přesnosti jako SP pro válečková ložiska s kuželovou dírou,
např. N1016K UPC1NA
Vůle (13)
C2 – vůle menší než normální, např. 608 C2– normální vůle (neoznačuje se), např. 6204
C3 – vůle větší než normální, např. 6310 C3
C4 – vůle větší než C3, např. NU320M C4
C5 – vůle větší než C4, např. 22330M C5
NA – radiální vůle u ložisek s nezaměnitelnými kroužky (uvádí se vždy za znakem skupiny radiální vůle), např. NU215 P63NA
R... – radiální vůle v nenormalizovaném rozsahu (rozsah v µm), např. 6210 R10-20
A... – axiální vůle v nenormalizovaném rozsahu (rozsah v µm), např. 3210 A20-30
Hladina hlučnosti (14)
C06 – snížená hladina hlučnosti nižší než C6, např. 6205 C06
C66 – snížená hladina hlučnosti nižší než C06, např. 6205 C66
Konkrétní hodnoty pro C06 a C66 se určují na základě dohody zákazníka s dodavatelem.
Poznámka: Ložiska v stupni přesnosti P5 a přesnějším mají hladinu hlučnosti ve stupni C6.
Zvýšená bezpečnost provozu (15)
Spojování znaků (12-15)
P6 + C3 = P63 např. 6211 P63
P6 + C8 = P68 např. 16002 P68
C3 + C6 = C36 např. 6303-2RS C36
P5 + C3 + C9 = P539 např. 6205MA P539
P6 + C2NA + C6 = P626NA např. NU1038 P626NA
Sdružování ložisek (16)
Označení sdružené dvojice, trojice nebo čtveřice ložisek pozůstává ze znaků vyjadřujících uspořádání ložisek a ze znaků určujících vnitřní vůli nebo předpětí sdružených ložisek.
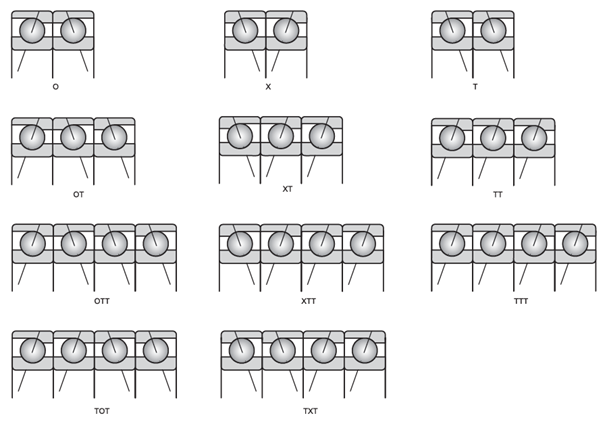
Obr. 7.12
Kromě znaků uvedených v tabulce se používá znak U, kterým se označuje, že příslušná ložiska lze univerzálně sdružovat, příklad označení B7003CTA P4UL.
Vnitřní vůle nebo předpětí
A – sdružení ložisek s vůlí, např. 7305OA
O – sdružení ložisek bez vůle, např. 7305 P6XO
L – sdružení ložisek s malým předpětím, např. B7205CATB P4UL
M – sdružení ložisek se středním předpětím, např. B7204CATB P5XM
S – sdružení ložisek s velkým předpětím, např. B7304AATB P4OS
Stabilizace pro provoz při vyšší teplotě (17)
S0 – pro provozní teplotu do 150 °C
S1 do 200 °C
S2 do 250 °C
S3 do 300 °C
S4 do 350 °C
S5 do 400 °C
Příklad označení NG160LB C4S3
Moment tření (18)
JUA – ložiska se stanoveným momentem tření při rozběhu, např. 632 JUA
JUB – ložiska se stanoveným momentem tření při doběhu, např. 623 JUB
Plastické mazivo (19)
TL – mazivo pro nízké provozní teploty od -60 °C do +100 °C
příklad označení 6302-2RS TL
TM – mazivo pro střední provozní teploty od -35 °C do +140 °C
příklad označení 6204-2ZR TM
TH – mazivo pro vysoké provozní teploty od -30 °C do +200 °C
příklad označení 6202-2Z TH
TW – mazivo pro nízké i vysoké teploty od - 40 °C do + 150 °C
příklad označení 6310-2Z C4TW
Poznámka: Znak TM se nemusí uvádět na ložiscích a obalech
Ložiska podle zvláštních technických podmínek
TPF – ložiska vyrobená podle zvláštních technických podmínek dohodnutých se zákazníkem, např. ložisko 6205MA P66 podle technických podmínek TPF 11142-71 se označuje: 6205MA P66 TPF 142.
TPFK - ložiska podle zvláštních technických podmínek dohodnutých se zákazníkem, u kterých je velký počet znaků vyjadřujících změny od základného provedení. V tomto případě se základní znaky nahrazují označením TPFK s příslušným číslem technických podmínek, např. ložisko NU1015, vyrobené podle technických podmínek. TPFK 11137-70 se označuje NU1015 TPFK137.
Ložiska podle zvláštní výkresové dokumentace PLC
PLC ABC-DE.F (struktura označení do roku 2012)
PLC – znak pro speciální valivé ložisko
A – konstrukční skupina
0 – jednořadá kuličková ložiska
1 – dvouřadá kuličková ložiska
2 – axiální kuličková ložiska
3 – neobsazeno
4 – jednořadá válečková, soudečková a jehlová ložiska
5 – dvou- a víceřadá válečková, soudečková a jehlová ložiska
6 – jednořadá, dvou- a čtyřřadá kuželíková ložiska
7 – speciální dvouřadá ložiska
8 – montážní celky a samostatné díly
9 – axiální válečková, soudečková, kuželíková a jehlová ložiska
BC – rozměrová skupina – dva číselné znaky
DE – pořadové číslo v rozměrové skupině – dva číselné znaky
F – odlišnost provedení – jeden číselný znak, nebo kombinace číselného znaku a písmena
Vlivem rozšiřování sortimentu speciálních ložisek bylo v roce 2013 přistoupeno na změnu struktury značení speciálních ložisek. Zavedením nového systému nebude měněno značení již vyráběných ložisek.
PLC AB-CD-EF.G (struktura označení od roku 2013)
PLC – znak pro speciální valivé ložisko
A – konstrukční skupina
1 – kuličková ložiska
2 – axiální kuličková ložiska
3 – válečková ložiska
4 – axiální válečková ložiska
5 – jehlová ložiska
6 – soudečková ložiska
7 – axiální soudečková ložiska
8 – kuželíková ložiska
9 – axiální kuželíková ložiska
0 – ostatní ložiska a montážní celky
B – počet řad valivých těles nebo ložisek v montážních celcích
CD – rozměrová skupina – dva číselné znaky
EF – pořadové číslo v rozměrové skupině – dva číselné znaky
G – odlišnost provedení – jeden číselný znak, nebo kombinace číselného znaku a písmena
7.7 Ložiska NEW FORCE
Z důvodu uspokojování potřeb technicky vyspělých zákazníků je v ZKL věnována patřičná pozornost technickému rozvoji výrobků a investicím do nových technologií. Výsledkem jedné ze stěžejních inovací poslední doby je zahájení postupného náběhu výroby ložisek ZKL ve vyšším kvalitativním standardu s označením NEW FORCE.Ložiska NEW FORCE představují novou generaci ložisek ZKL. Nasazení ložisek přináší uživatelům vyšší trvanlivost ložisek, vyšší bezpečnost provozu, prodloužení servisních intervalů a tím i podstatné snížení provozních nákladů. Ložiska NEW FORCE jsou určena pro nejnáročnější uložení převodovek, kolejových vozidel, lisů, válcovacích stolic, papírenských strojů, čerpadel, obráběcích strojů, energetických zařízení, polygrafických strojů, atd.
Jako první ucelená řada ložisek nové generace byla uvedena na trh radiální soudečková ložiska, dvouřadá kuličková ložiska naklápěcí, dvouřadá kuličková ložiska s kosoúhlým stykem a axiální kuličková ložiska. Další etapou zavádění ložisek tohoto standardu byl výrobní sortiment ložisek s vnějším průměrem větším než 400 mm.
Dosažené parametry ložisek NEW FORCE jsou výsledkem vývoje ZKL v oblastech:
Materiál součástí valivých ložisek
Technologie rozválcování ložiskových kroužků
Optimalizace vnitřní konstrukce
Povrchové úpravy ložiskových součástí
Vlivem získaných výsledků nabízí ZKL svým zákazníkům valivá ložiska NEW FORCE s vysokými užitnými vlastnostmi:
vysoká dynamická únosnost
nízké tření
spolehlivost v nejnáročnějších provozních podmínkách
Vysoká trvanlivost ložisek
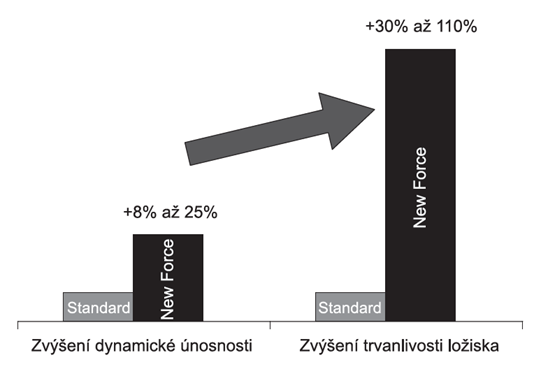
Zvýšení dynamické únosnosti o 8 % až 25 % přináší zvýšení trvanlivosti ložisek o 30 % až 110 % ve srovnání s dosavadním provedením.
Obr. 7.13
Zvýšení dynamické únosnosti umožňuje zákazníkům navrhovat konstrukci s menšími rozměry pro přenos stejného zatížení. Tím ZKL přináší zákazníkům možnost snižování celkové ceny zařízení i dosahování energetické úspory při provozu.
Použití kvalitního ložiskového materiálu
Rozhodující jakostní parametry oceli a jejího zpracování ovlivňují užitné vlastnosti ložiska, tzn. odolnost proti únavovému poškození, otěruvzdornost a rozměrovou stálost. Jsou to:
- chemické složení a tepelné zpracování
volba druhu ložiskové oceli a optimalizace podmínek tepelného zpracování je prováděna v závislosti na rozměru součásti. Technologie tepelného zpracování ložisek NEW FORCE zaručuje stabilní hodnoty tvrdosti ložiskových součástí v celém průřezu. Součásti soudečkových ložisek jsou tepelně zpracovány na optimální strukturu materiálu a tvrdost pro použití ložisek za provozních teplot do 200 °C. Výsledná struktura materiálu zaručuje rozměrovou stálost ložiskových součástí po celou dobu jejich životnosti. - obsah nekovových vměstků – mikročistota
snížení obsahu nekovových vměstků je rozhodující jakostní parametr ve vývoji metalurgie ložiskové oceli. ZKL používá pro výrobu ložisek NEW FORCE ložiskovou ocel s minimálním obsahem kyslíku. - druh polotovaru
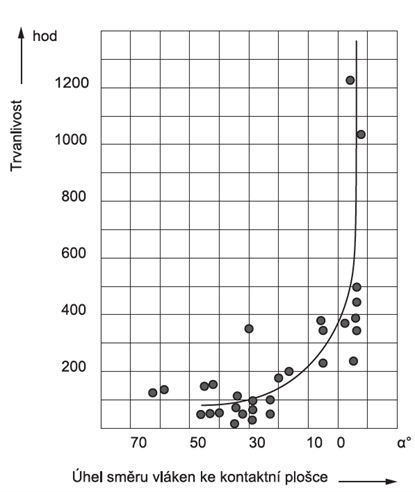
kvalitu ložiska i ekonomiku výroby ovlivňuje i volba druhu polotovaru. Stupeň protváření a příznivý úhel styku tvářecích vláken k oběžné dráze jsou parametry, které pozitivně zvyšují odolnost ložisek NEW FORCE proti únavovému poškození.
Technologie rozválcování ložiskových kroužků
Obr. 7.15
Optimalizovaná konstrukce a vnitřní geometrie
zvýšení jakosti funkčních ploch a zlepšení průběhu zbytkových napětí v průřezu ložiskových součástí. To přináší sníženou hlučnost a vyšší přesnost chodu ložisek a prodlouženou trvanlivost ložisek.
Speciální povrchová úprava
Ložiska NEW FORCE +
Optimalizace tvaru valivých ploch přináší zvýšení dynamické únosností ložisek a tím i výrazné prodloužení trvanlivosti ložisek. Vývoj nové generace ložisek NEW FORCE + je spojen se zavedením nových výpočetních metod do konstrukce ložiska na bázi MKP a modernizací výroby zaváděním nových numericky řízených strojů, které umožňují dosahovat výsledných tvarů funkčních ploch s upravenou (modifikovanou) geometrií.
Vzhledem k tomu, že celý proces optimalizace konstrukce i výroby upravených součástí je pro každou aplikaci ložisek jedinečný, není nová generace ložisek NEW FORCE + určena pro zavedení do standardního výrobního programu ZKL. Ložiska budou vyráběna zakázkově pro náročná uložení u vybraných OEM zákazníků.